

لوله های پلی پروپیلن

لوله های پلی پروپیلن
لوله های پلی پروپیلن بر اساس استانداردهایی که به سه دسته اصلی هموپلی مر ، بلاک کپلی مروراندوم کوپلی تقسیم میشود راندوم کوپلی ، شاخه های تصادفی بر اساس جدول های موجود در استاندارد
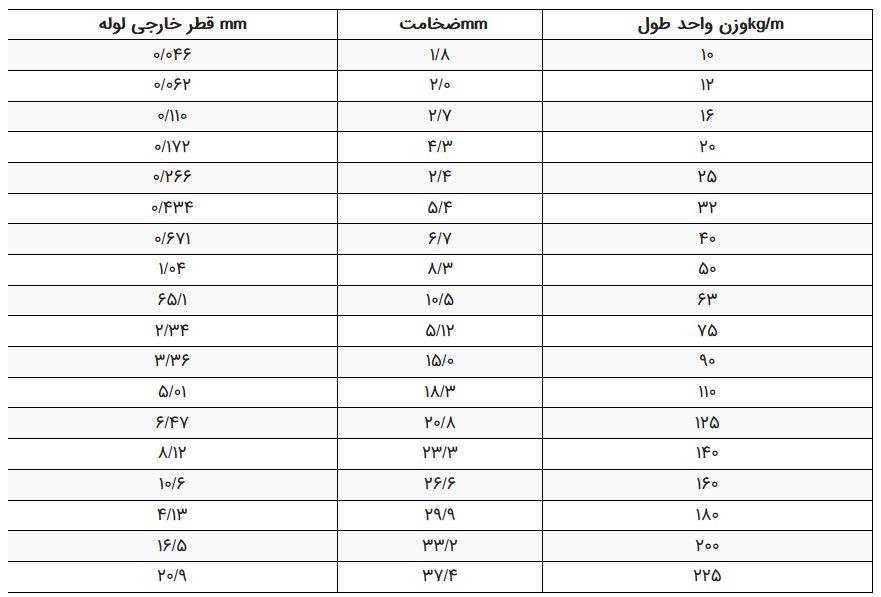
جدول زیر قطر خارجی ضخامت و وزن لوله های پروپیلنی را نشان میدهد
فیتینگ لوله پلی پروپیلن
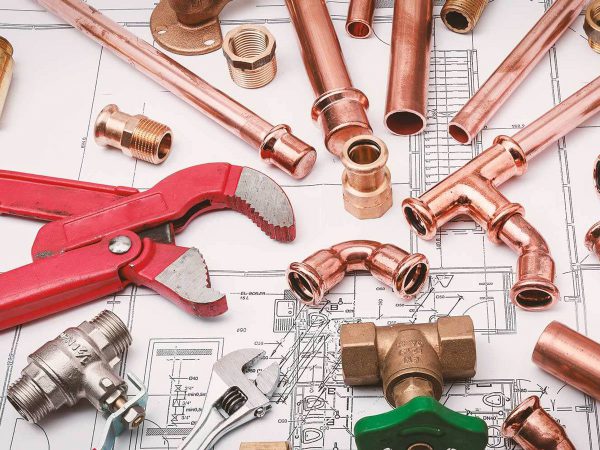
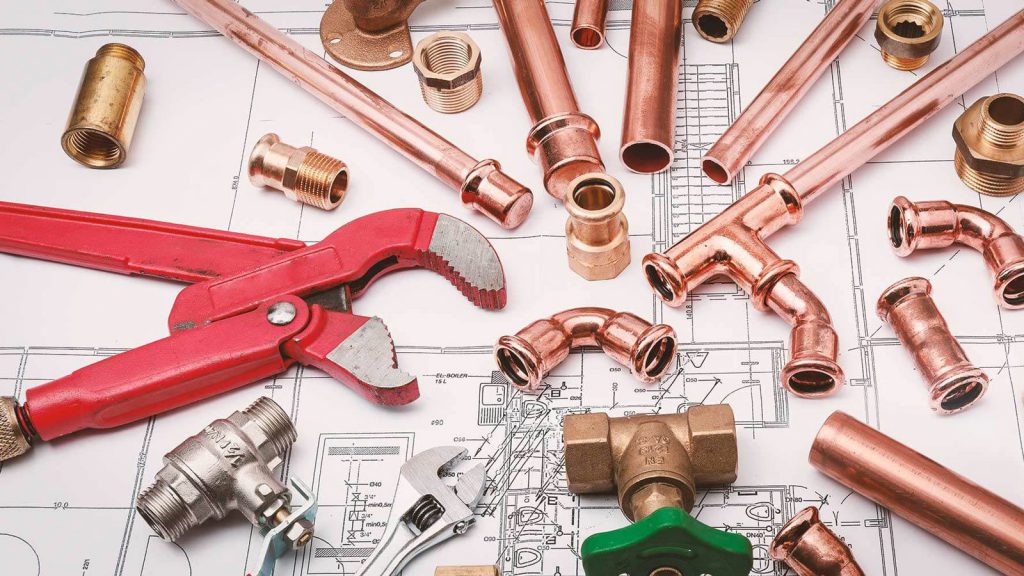
این نوع فیتینگ ها از جنس پلی پروپیلن و با توجه به نیاز در رنگ ها و انواع بوشن ، انواع زانویی ، انواع سه راهی ، مغزی شیر قطع و وصل مهره ماسوره ، لوله خم ، درپوش کپ درپوش ساقه بلند ، شابلون ( خط کش تراز شیر مخلوط ) بست لوله و …. تولید میشود

ابزارهای اتصال
برای اجرای عملیات لوله کشی آب سرد و آب گرم با استفاده از لوله و فیتینگ های پلی پروپیلنی نیاز به ابزارهای خاص می باشد
که مهم ترین انها عبارتند از :
قیچی برش لوله : این قیچی در انواع مختلف برای بریدن لوله های تا 75 میلی متر مورد استفاده قرار میگیرد که دارای یک فک و دستگیره ثابت و یک فک مجهز به تیغه برش و دستگیره متحرک می باشد در انتهای تیغه پرش چند شیار ( چرخ دنده ) قرار دارد که پس از چدا کردن حلقه اتصال انتهای دستگیره های قیچی و دور کردن دستگیره ها از یکدیگر با توجه به قطر لوله تیغه برش از فک ثابت قیچی جدا می گردد و پس از قرار دادن لوله در میان تیغه برش و فک ثابت، تیغه برش را بر روی محل علامت گذاری شده برای برش قرار میدهند و بر روی دستگیره متحرک بایستی نیرو اعمال نمود تا تیغه برش بتواند بر روی لوله فشار آروده و عمل برش به صورت تدریجی و مرحله ای انجام شود عمل برش تدریجی پس از هر بار اعمال نیرو و به دستگیره ها و نزدیک شدن تیغه به فک ثابت میسر میشود
اتوی جوش (فیوژن : ) از اىن وسیله برای جوش دادن ( اتصال) لوله ها به فیتینگ استفاده می شود اجزای آن عبارت اند از :
- بدنه
- المنت حرارتی ( ١000تا ٢000وات )
- صفحه گرم شونده آلومینیومی
- ترموستات حرارتی از 0 تا 300 درجه سانتی گراد
- کلید خاموش و روشن
- لامپ سیگنال
- ترمومتر (دماسنج )
- پاىه قابل بازشو
- کابل برق و دوشاخه
- تعدادی لقمه ىا قالب نر و ماده از ساىز ٢0 تا ١٢٥میلی متر
- آچار آلن
- اهرم رگلاژ لقمه
- عمق سنج جـوش
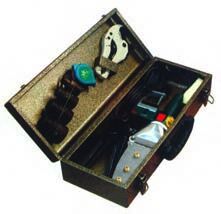
- جعبـه محـافظ فـلزی (جهت حمل دستگاه )

اتصال لوله و فیتینگ پلیپروپیلنی
برای استفاده از اتوی جوش و جوش دادن ( اتصال ) لوله و فیتینگ های پلی پروپیلن به یکدیگر مطابق مراحل زیر عمل میگردد :
- اتو و متعلقات را از جعبه خارج کرده و مرتب در کنار هم روی میز کار قرار میگیرند
- اتو را برروی پاىه جداشونده قرار داده و پیچ های اتصال را محکم میکنند
- لقمه های نر و ماده متناسب باقطر لوله و فیتینگ مورد نظر را در طرفین صفحه گرم شونده آلومینیومی قرار داده و آنها را به وسیله اچار آلین مناسب بر روی صفحه سفت میکنند .1
- دوشاخه متصل به کابل و بدنه اتو را به پریز برق وصل
- کلید خاموش و روشن اتو را در حالت ON روشن قرار می دهند.
- پس از روشن شدن لامپ سیگنال اتو به منزله نصب شدن جریان برق اتو می باشد المنت حرارتی اتو شروع به گرم کردن صفحه آلومینیومی و لقمه ها می کند.
- رنج ترموستات را برروی درجه مناسب ( ٢٦٠تا ٢٨٠درجه سانتی گراد) قرار می دهند که پس از گرم شدن صفحه آلومینیومی و لقمه ها و رسیدن به دمای تنظیم شده ترموستات برای جلوگیری از آسیب دیدن اتو،ترموستاتفرمان قطع جریان برق المنت دستگاه را می دهد. و لامپ سیگنال اتو خاموش میشود که این نشان دهندهٔ خاموش شدن اتو بوده و دیگر دما افزایش نمی یابد.لازم به ذکر است که بدون فوت وقت لوله و فیتینگ ها رادر درون لقمه ها قرار داده و پس از گرم سازی و جدا شدن از صفحه گرم شونده بلافاصله لوله را درون فیتینگ گذارده و ضمن اعمال نیرو انها را به صورت ثابت در مدت زمان لازم نگه داشت عدم توجه به موارد گزارش شده موجب سرد شدن لوله و فیتینگ شده که مشخص است که انها به یکدیگر جوش نمیخورند
- پس از پایان عملیات جوش دادن لوله و فیتینگ ها به یکدیگر بایستی ابتدا کلید اتو را خاموش کرده و دو شاخه را از پریز جدا کرد وپس از سرد شدن صفحه گرم شونده و لقمه به وسیله آچار
آلن لقمه ها را از صفحه باز کرده و در اخر نیز پس از جداسازی پایه اتو از دستگاه آنها را مرتب در محل خود درون جعبه قرار داد.
٩ــ بقیه ابزارهای موردنیاز ابزارهایی است که در کلیه لوله کشی ها صرف نظر از جنس لوله و فیتینگ مورد استفاده قرار
می گیرد که عبارتند از:
١ــ متر، ترازو، دریل سوراخ کاری و مته الماسه مناسب،چکش فلزی ، پیچ کوشتی دو سو و چهار سو آچار فرانسه
نکات مهم
برای اجرای لوله کشی آب سرد و آب گرم با استفاده از لوله و فیتینگ های پلی پروپیلنی بایستیمواردی را رعایت نمود که در صورت عدم توجه به آن موارد از کیفیت کار کاسته می شود.
مهم ترین این موارد عبارتند از:
الف) رعایت اصول اتصال (جوش دادن لوله به فیتینگ)
ب) رعایت فاصله بین بست های دیواری لوله با توجه به دمای آب درون لوله ها بر حسب سانتی متر
ث) در جریان عملیات لوله کشی، بایستی برای قرار گرفتن لوله بر روی دیوار و مهار آن از بست لوله و پیچ و رولپلاک استفاده شود و فیتینگ هایی که دارای بست می باشند را بر روی دیوار مهار نمود
| زمان خنکشدن دقیقه |
زمان جوش ثانیه |
زمان گرم شدن ثانیه |
عمق جوش میلیمتر |
قطرجوش میلیمتر |
| ١٦ | ١3/٠ | ٥ | ٤ | ٢ |
| ٢٠ | ١٤/٠ | ٥ | ٤ | ٢ |
| ٢٥ | ١٥/٠ | ٧ | ٤ | ٢ |
| 3٢ | ١٦/٥ | ٨ | ٦ | ٤ |
| ٤٠ | ١٨/٠ | ١٢ | ٦ | ٤ |
| ٥٠ | ٢٠/٠ | ١٨ | ٦ | ٤ |
| ٦3 | ٢٤/٠ | ٢٤ | ٨ | ٦ |
| ٧٥ | ٢٥/٠ | 3٠ | ٨ | ٨ |
| ٩٠ | ٢٩/٠ | ٤٠ | ٨ | ٨ |
| ١١٠ | 3٢/٥ | ٥٠ | ١٠ | ٨ |
| فواصل بین بستهای دیواری با توجه به دمای آب درون لوله ()cm ٢0°C ٣0°C °C ٥0°C40 ٦0°C °C 80°C70 |
قطر خارجی mm |
||||||
| ١٦ | ٧٥ | ٧٠ | ٧٠ | ٦٥ | ٦٥ | ٦٠ | ٥٥ |
| ٢٠ | ٨٠ | ٧٥ | ٧٠ | ٧٠ | ٦٥ | ٦٠ | ٦٠ |
| ٢٥ | ٨٥ | ٨٥ | ٨٥ | ٧٥ | ٨٠ | ٧٥ | ٧٠ |
| 3٢ | ١٠٠ | ٩٥ | ٩٠ | ٨٥ | ٨٠ | ٧٥ | ٧٠ |
| ٤٠ | ١١٠ | ١١٠ | ١٠٥ | ١٠٠ | ٩٥ | ٩٠ | ٨٥ |
| ٥٠ | ١٢٥ | ١٢٠ | ١١٥ | ١١٠ | ١٠٥ | ١٠٠ | ٩٠ |
| ٦3 | ١3٠ | ١3٥ | ١3٠ | ١٢٥ | ١٢٠ | ١١٥ | ١٠٥ |
پ) رعایت فاصله استاندارد بین لوله های آب سرد و آب گرم که برای نصب شیر مخلوط دیوار کشیده میشودکه برای تراز قرار گرفتن لوله های عمودی آب سرد و آب گرم و حفظ فاصله استاندارد (١٦٠میلی متر) که پس از عملیات نازک کاری (کاشی کاری) به راحتی بتوان شیر مخلوط دیواری را بر روی لوله ها
نصب نمود. رعایت این فاصله با استفاده از وسیله ای به نام شابلون (خط کش تراز یا بست شیر مخلوط) ّ میسر می باشد
ج) پس از اجرای کامل لوله کشی، مسدود کردن دهانه خروجی فیتینگ ها به وسیله درپوش مناسب و ارتباط دادن لوله آب سرد و گرم یکی از سرویس های بهداشتی به وسیله شیلنگ دوسر مهره به یکدیگر پمپ آزمایشرا به ابتداری لوله کشی متصل
کرده تا لوله کشی انجام شده از نظر نشت آب مورد آزمایش قرار
داده شود
ت) محاسبه طول واقعی لوله های عمودی و افقی با درنظر
گرفتن فیتینگ هایی که در طرفین لوله قرار می گیرند بایستی اندازه
قطر فیتینگ های موردنظر از اندازه ای که برروی نقشه داده شده
کسر گردد.
اتصال لوله و فیتینگ پلی پروپیلن

| ردیف | مواد مصرفی | مقدار یا تعداد |
| ١ | لوله پلیپروپیلنٔ نمره٢0 | 8 متر |
| ٢ | زانوىی° ٔ 90سادهنمره٢0 | 7 عدد |
| ٣ | زانوىی°90دندهدارروپیچٔ نمره٢0 | ٤ عدد |
| ٤ | سهراهی°90سادهٔ نمره٢0 | ىکعدد |
| ٥ | لوله خمٔ نمره٢0 | ىکعدد |
| ٦ | درپوش′′ ١/٢ | دوعدد |
| 7 | شیلنگدوسرمهره′′١/٢سیسانتیمتری | ىکعدد |
| 8 | شیرفلکه پلیپروپیلنیٔ نمره٢0 | ىکعدد |
| 9 | بست لوله نمره٢0وپیچرولپلاک | ١0عدد |
مواد لازم
| ردیف | نام ابزار | تعداد |
| ١ | قیچیبرش | ىکعدد |
| ٢ | اتویجوشفیوژن | ىکعدد |
| متری متر٥ | ٣ | ىکعدد |
| ٤ | درىلبرقیچکشیبامتهالماسهنمرهٔ7 | ىکدستگاه |
| ٥ | چکش فلزی٣00گرمی | ىکعدد |
| ٦ | پیچگوشتی دوسویمتوسط | ىکعدد |
| 7 | آچارفرانسهٔ نمره′′ ١٢ | ىکعدد |
| 8 | پمپآزماىشدستی | ىکدستگاه |
مراحل انجام کار دستور کار شمارۀ یک
نقشه داده شده را در کارگاه مطابق توضیحات داده ٔ شده قبلی در بخش اتصال لوله های پلی پروپیلنی اجرا نماىید.
١ــ پس از پوشیدن لباس و گرفتن ابزار و تجهیزات موردنیاز را از انبار تحویل بگیرند
٢ــ لوله کشی آب سرد و آب گرم را مطابق نقشه داده شده و توضیحات اجرایی داده شده قبل اجرا کنید.
٣ــ پس از پاىان مراحل اجراىی، مدار لوله کشی را با استفاده از پمپ آزماىش دستی از نظر عدمنشت آب از محل های
٤ــ کار انجام شده را برای ارزشیابی به هنرآموز کارگاه نشان دهید .اتصال تحت فشار لازم قرار دهید.
٥ــ پس از ارزشیابی، ابزارهای تحوىل گرفته شده و کار انجام شده را از محل اجرا جمع آوری کرده و به انبار کارگاه تحوىل
دهید.
٦ــ محیط کارتان را تمیز نماىید.
7ــ گزارش کاری شامل، عنوان کار، نقشه کار، ابزار و تجهیزات مورد نیاز، مراحل اجراىی و نتیجه گیری از کار انجام
شده را در دفتر گزارش کارتان نوشته و برای ارزشیابی به هنرآموز
کارگاه تحوىل دهید.


{kind=link}
{kind=link}