
لوله

لوله
اصطلاح »Piping « عموما در مسائل مربوط به انتقال سیال از طریق لوله و اتصالات مربوطه و شیرآلات بكار برده می شود. باتوجه به اینكه لوله جزء اصلی لوله آشی را تشكیل می دهد ابتدا به شرح آن می پردازیم :
لوله ها محصولاتی که بصورت تیوپ عرضه می شوند عموما لوله یا تیوپ نامیده میشوند. تیوپ ها کاربرد آن در مبدل ها ، بویلرها ، قطعات ابزار دقیق و ماشین آلات است، توسط قطر خارجی و ضخامت جداره بر حسب یك هزارم اینچ یا BWG مشخص می گردند.
در حالیكه لوله ها توسط »قطر نامی لوله« و ضخامت برحسب »Schedule Number« شناسایی می شوند. البته در استانداردهای مختلف تقسیم بندیهای متعددی در این زمینه صورت گرفته است ، بدین دلیل در ابتدا به تشریح استانداردها می پردازیم :
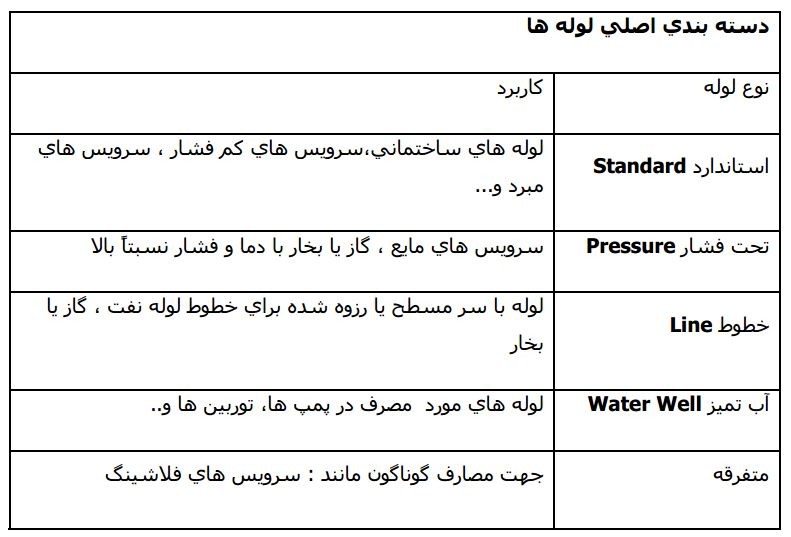
در ادامه این جدول نیز مشخصاتی چون مساحت سطح مقطع ، وزن طولی ،ممان اینرسی و دیگر مشخصات لوله نیز آمده است. موسسه استاندارد نفت امریکا نیز استانداردی برای لوله ها ارائه داده است API 5L که نسبت به دیگر استانداردها ، لوله هایی با سایزها و ضخامت جداره متنوعی معرفی نموده است.
لوله های Stainless Steel
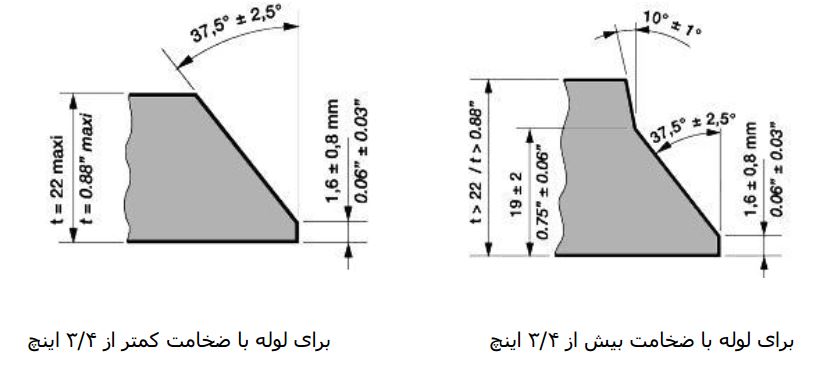
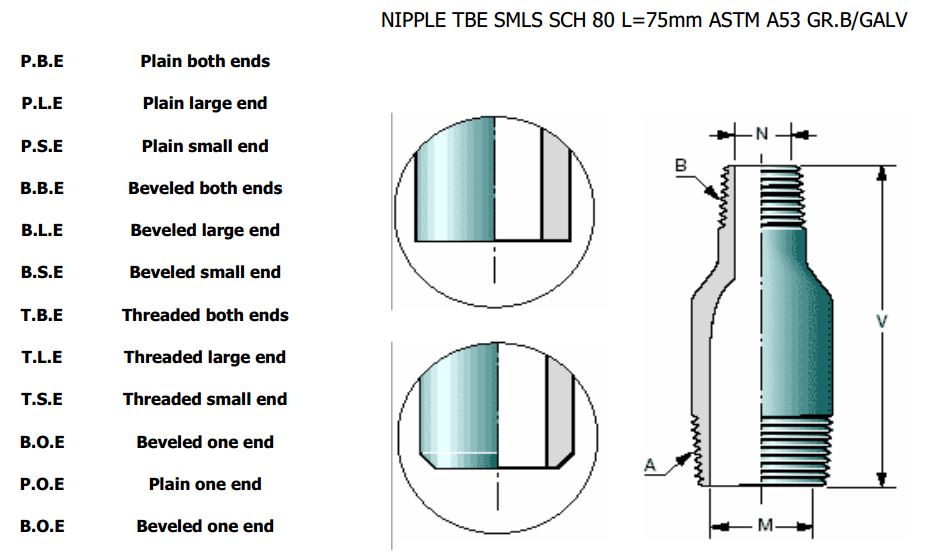
S.S نیز در ضخامتهای متفاوت 5 S, 10S, 40S ساخته می شوند که در ستون C این جدول آمده است. اگر روش تولید لوله فرم دادن ورقها بصورت استوانه ای و جوش دادن دو لبه ورق باشد ، آنرا لوله با درزجوش Seam-Welded می گویند ، ولی اگر با استفاده از قالب تولید شود آنرا لوله بدون درزجوش Seamless Cast می نامند. انتهای لوله ها معمولا بصورت مسطح یا Plain End P.E و یا بصورت » پخ زده « یا Beveled End B.E و یا
»رزوه شده کوپلینک دار« Threaded & Coupled T&C است. در زیر نمونه ای از نوع B.E آمده است:
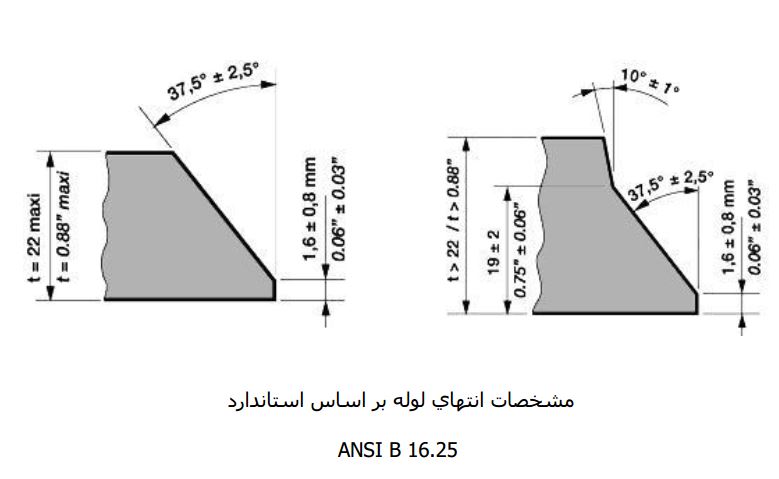
در برخی موارد نیز زاویه پخ ٣٠ درجه انتخاب میگردد.
جنس لوله ها
جنس لوله ها با توجه به نوع سرویس و شرایط کارکرد تعیین می شود و به همین دلیل لوله در جنس های مختلف تولید و عرضه می شود . پس ابتدا به بررسی انواع فولادها می پردازیم.
انواع فولادها
- کربن استیل : فولادی که عناصر آلیاژی آن کمتر از %١و ماکزیمم مقدار کربن آن %٠٫٢باشد را فولاد کربن استیل می نامند. در این میان نیز عددی بنام » کربن معادل« تعریف می شود که روشی جهت تمییز فولادهاست و به صورت زیر تعریف می شود:
CE=%C+%Mn/6+ (%Ni+%Cu)/15+ (%Cr+%Mo+%V)/5
و بر طبق این مشخصه ، کربن معادل فولاد کربن استیل نباید بیشتر از ٠٫۴٣ باشد. فولاد کربن استیل بر اساس عملیات حرارتی که روی آن انجام می گیرد ریخته گری ، شکل دهی و…به انواع مختلف تقسیم می گردد.
این جنس لوله بطور متداول مورد استفاده قرار می گیرد و بر طبق استاندارد ASTM با دو کد A53,A106 مشخص می شود. ترکیب شیمیائی این دو ، همسان بوده ولی نوع عملیات حرارتی که روی آن انجام می گیرد متفاوت است و هریک ، در دو گرید A,B تولید می شوند که نوع B دارای استحکام بیشتری است ، ولی نرمی آن کمتر است.به همین دلیل گرید A برای خمش سرد و کویلهای بسته توصیه می شود. ترکیب شیمیائی کربن استیل بر اساس کد آن در استاندارد ASTM و جداول مربوطه مشخص می شود. بطور مثال :
A106 Gr.B SMLS
حرف A نمایانگر فولاد است ، عدد ١٠۶ نوع آن را نمایش می دهد که مقدار عناصر آلیاژی در جداولی توسط ASTM تهیه شده است. گرید B نیز همانطور که توضیح داده شد نوع عملیات حرارتی انجام یافته روی آن است. در جدول استاندارد می توان برای این فولاد مشخصات زیر را پیدا نمود: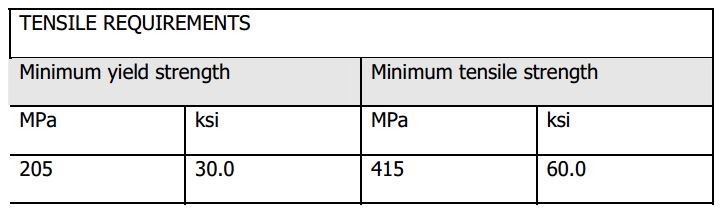
Carbon فولادی
نوعی کربن استیل است که روی آن عملیات اکسیژن زدائی صورت گرفته و اصطلاحا آرام شده است. این عمل باعث افزایش مقاومت در دماهای پایین می شود.
فولاد Low Alloy : نوعی فولاد آلیاژی است که درصد عناصر آلیاژی آن پائین است. اصولا این عناصر باعث تقویت خواص فولاد ، از قبیل : کاهش ضریب انبساط ، مقاومت در فشارهای بالا ،افزایش مقاومت در برابر خوردگی و غیره می گردند.
دو نمونه از این نوع فولادها در زیر آمده است:
A335 Gr. P11 : %1.25 Cr & %0.5 Mo
A335 Gr. P22 : %2.25 Cr & %1 Mo
برای دو گرید فوق، مقادیر مقاومت تنش به صورت زیر معین شده است:
عکس فولاد آلیاژی : اگر درصد عناصر آلیاژی در فولاد از یک حد خاصی بالا باشد، آنرا فولاد آلیاژی می نامند.
افزودن نیکل باعث تغییر ساختمان کریستالی شده و شکل پذیری ، دفرمگی و قابلیت جوشکاری فولاد را افزایش می دهد. همچنین باعث افزایش مقاومت در برابر خوردگی محیطی می گردد. مولیبدنی (Mo) باعث افزایش مقاومت در برابر خوردگی های حفره ای و شکافی (Crevice & Pitting) می شود. کربن و نیتروژن نیز مقاومت فولاد را افزایش می دهند.
نمونه ای از این فولاد در زیر آمده است :
A312 Gr. TP304
- استنلس استیل : Stainless Steel نوعی فولاد آلیاژی است که درصد عناصر نیکل و کروم آن نسبت به بقیه عناصر آلیاژی بالاست . بطور کلی اگر میزان کروم فولاد از ١١ درصد بیشتر باشد ، آنرا Stainless Steel می نامند. این مقدار کروم باعث می شود که هنگام خوردگی، لایه نازکی روی فولاد تشکیل شود و همین لایه باعث جلوگیری از خوردگی های بعدی می شود و عملاً باعث ترمیم خوردگی می شود . همچنین S.S در برابر حرارت نیز مقاومتر است.
بیش از ٢٠٠گرید مختلف برای استنلس تعریف شده است که مقاومت در برابر حرارت و خوردگی و مشخصات مکانیکی متفاوتی دارند و در ۵ دسته طبقه بندی شده اند که از شرح آنها صرف نظر می کنیم.
- فولاد گالوانیزه : فولادی است که روی آن را با روکشی از »روی« پوشش می دهند که آنرا در برابر عوامل محیطی همچون زنگ زدگی محافظت می کند. در سایت اوره و آمونیاک ،اکثر ساپورت ها روکش گالوانیزه دارند.همچنین جهت انتقال آب آشامیدنی ، هوای ابزار دقیق از لوله های گالوانیزه استفاده می شود
– A53 GR.B / GALV
این نوع لوله برای فشارهای پائین و دماهای نسبتاً پائین مناسب است. در مورد نام گذاری نیز ، فلز پایه کربن استیل A53 گرید B است و GALV هم نمایانگر روکش گالوانیزه آن. بطور کلی از مواد مختلفی بعنوان روکش برای لوله ها استفاده می شود. این روکش ها به دو قسمت عمده تقسیم می شوند: یکی روکش هائی هستند که سطح لوله را بصورت شیمیائی تغییر نمی دهند و دیگری روکش هائی که تاثیر شیمیائی روی لوله دارند. روکش های نوع اول خود به چند دسته مختلف تقسیم می شوند که از آن جمله می توان به روکش های فلزی و غیر فلزی اشاره نمود.
روکش های نوع دوم نیز به دو دسته تقسیم می شوند: روکش های با تغییر شیمیائی و روکش های با تغییر فیزیو-شیمیائی. در زیر چند نمونه از روکش ها آمده است :
رنگ کاری ، قیراندود کردن ، رنگ زدن با اسپری های تقویت شده با فلزهای گوناگون Phosphating ، Chromizing ، Sherardizing ، روکش اتیل سیلیکات
- چدن : ترکیبی از آهن و کربن که درصد کربن آن بالای % ٢٫٢است . عمده ترین نوع چدن ، چدن خاکستری است. از مزیت های آن می توان به پائین بودن نقطه ذوب و ریخته گری آسان اشاره نمود. جنس بدنه اکثر شیرآلات از چدن است.
- شیشه : Borosilicate قدیمیترین نوع شیشه که در مقابل حرارت مقاوم است و ( مورد Boiler Gauge Glass و غیره) ، شیشه گیج بویلر Sight Glass جهت ساخت استفاده قرار می گیرد. این شیشه در برابر واکنش های شیمیائی نیز مقاوم است ·
- سایر مواد: موادی چون مس ، آلومنیوم و غیره نیز به دلایل مختلف مورد توجه قرار می گیرد. علاوه بر این، لوله های PVC پلی اتیلنی و کلا لوله های پلاستیکی نیز در Piping مورد استفاده قرار می گیرند.
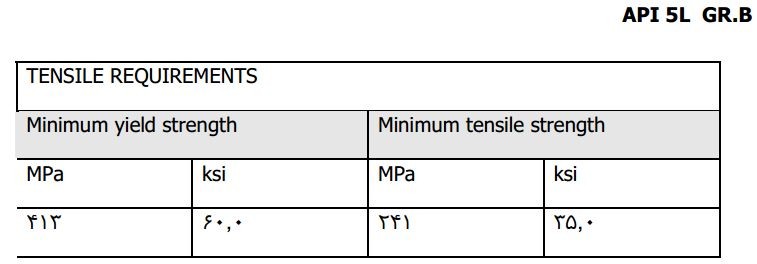
استاندارد API 5L : این استاندارد نیز مانند استاندارد ASTM ، لوله های با مشخصات و گریدهای مختلف معرفی می کند. بیشترین گرید استفاده شده، گرید B می باشد که اغلب برای لوله های با قطر بیشتر از ” 8 از آن استفاده می شود. مشخصات این گرید به شرح زیر است همچنین از این گرید می توان بجای گرید GR.B A 106 استفاده نمود.
روشهای اتصال لوله ها
عمده روشهایی که برای اتصال لوله ها بکار می رود را میتوان در سه دسته اصلی تقسیم بندی کرد، دو روش بصورت جوشی و روش دیگر بصورت پیچی است. این سه روش عبارتند از :
- BUTT WELDED
- SOCKET WELDED
- SCREWED
اتصال BUTT WELD
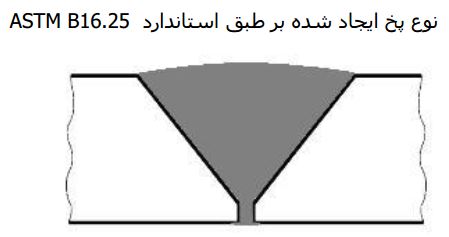
در این روش که به روش » جوش لب به لب « نیز موسوم است, دو لوله در راستای هم قرار داده می شوند و در فاصله مناسبی از یکدیگر خال جوش خورده و سپس توسط جوشی پیوسته به هم متصل می شوند . البته قبل از انجام اتصال دو انتهای لوله پخ زده می شود که به آماده سازی لبه (Edge Preparation) موسوم است. در زیر مشخصات پخ ایجاد شده و نمونه ای از این نوع جوش ، آورده شده است :
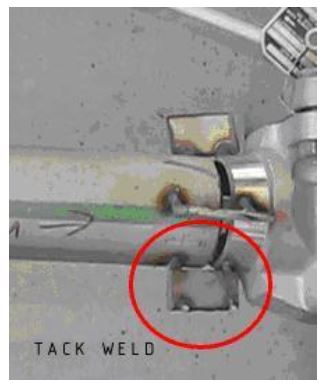
همانطوریکه بیان شد در هنگام جوشکاری لوله ها و اتصالات ابتدا دو لوله در امتداد هم قرار می گیرند, سپس بوسیله جوشهای موقت دو لوله در حالت هم محوری ، ثابت می شوند که به این عملیات اصطلاحا FITUP گفته می شود. پس از انجام جوشکاری اصلی , جوشهای موقت از لوله جدا می گردند. شکل زیر نمونه ای از FITUP را نمایش می دهد.
روش های جوشکاری و تعداد لایه های جوش , که اصطلاحا » پاس جوش « نامیده می شود ، بسته به نوع فلز و شرایط کاری آن ، در مدارک مخصوصی توضیح داده می شود.
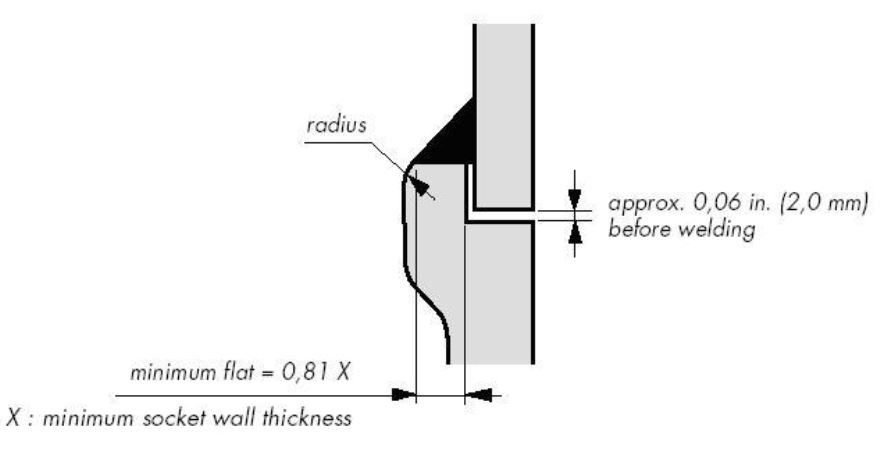
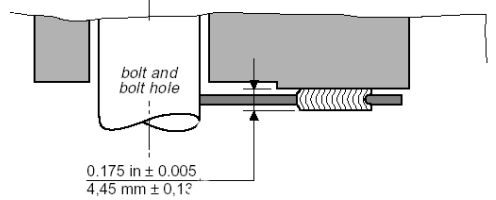
SOCKET WELD اتصال در این نوع اتصال یکی از لوله ها در داخل اتصالات دیگر قرار گرفته و دور تا دور آن با فلز جوش پر می شود. در این نوع اتصال انتهای لوله ها صاف ساخته می شود. در زیر شکلی از این نوع اتصال آمده است.
 مهمترین SPEC در جوشکاری WELDING PROEDURE SPEC یا همان WPS می باشد که بسته به نوع مواد و نوع جوشکاری مشخصات ، BEVEL شرایط پیش گرم کردن قبل از جوشکاری , مشخصات الکترود و غیره در آن موجود است.
مهمترین SPEC در جوشکاری WELDING PROEDURE SPEC یا همان WPS می باشد که بسته به نوع مواد و نوع جوشکاری مشخصات ، BEVEL شرایط پیش گرم کردن قبل از جوشکاری , مشخصات الکترود و غیره در آن موجود است.
در آماده سازی لبه و پروسه جوشکاری و عملیات جوشکاری ، رعایت برخی از نکات الزامی است که در مدارک و استانداردها توضیح داده شده است. در اینجا نمونه ای از این موارد آمده است :
- در اتصالات Butt شکل انتهای لوله (End Profile) برای لوله ها و اتصالات باید مطابق با استاندارد ASME B 16.25 باشد.
- اگر ضخامت لوله کمتر از ٢۵ میلیمتر باشد، شکل انتهای لوله باید Single Bevel باشد.
- در اتصالات Socket بین انتهای Socket و لوله فاصله ١-٣ میلیمتر حفظ شود. اطلاعات بیشتر در استاندارد ASME B13.3 & ASME B31.1 موجود است.
- حداقل ٢٠میلیمتر از انتهای پخ شده لوله باید عاری از انواع آلودگیها باشد.اگر سطوح خارجی دو لوله هم محور نشده باشند ، جوشکار باید بین آنها را TEPERED نماید. این کار با زاویه ٣٠درجه و بر اساس استاندارد ASME B31.3 صورت می گیرد.
- FITUP باید توسط جوشکار ماهر و با همان الکترود معرفی شده برای جوش اصلی (ROOT PASS ) انجام پذیرد.
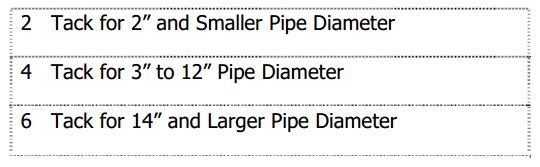
- TACK WELD نباید به ریشه آسیب برساند.
- 8 تعداد TACK WELDها به سایز لوله بستگی دارد و عموما بر طبق جدول زیر محاسبه می شود.
- از Tack Weld نباید برای هم محور نمودن لوله های Low Alloy یا High Alloy و لوله های غیر آهنی استفاده کرد و در عوض باید از یک تکه فلز هم جنس جهت نگهداری لوله استفاده نمود.
اتصالات (Fitting)
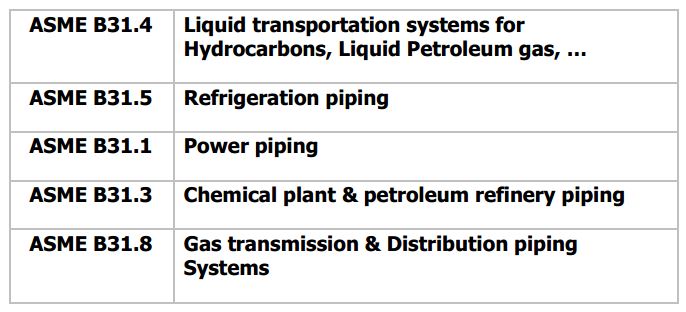
جهت انشعاب گیری ، تغییر مسیر لوله ها ، بستن خطوط ، تغییر سایز لوله و غیره از اتصالات استفاده می گردد. زانوئیها ، فلنج ها ، کوپلینگ ها و انشعابات (Boss) جزو اتصالات به حساب می آیند. بسته به نوع اتصال که لب به لب ، ساکتی یا پیچی باشد نوع اتصالات نیز تفاوت می کند. در ادامه انواع اتصالات را توضیح خواهیم داد. برحسب نسبت فشار (Pressure Rating) خطوط ، استانداردهای متفاوتی برای اتصالات تعریف شده است بعنوان مثال استاندارد ASME B 16.9 برای انشعابات با کاربرد عمومی مناسب بوده و استاندارد ASME B 31 برای خطوط با فشار بالا تمهیداتی در نظر گرفته است. در جدول زیر دسته بندی این استاندارد ها آمده است.
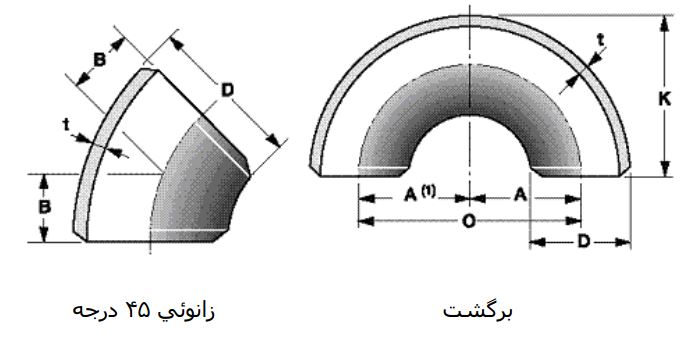
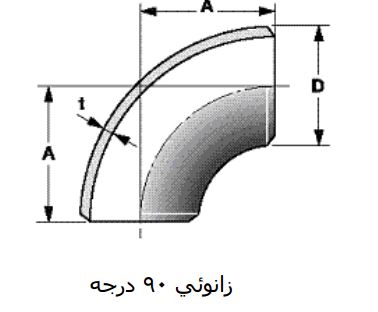
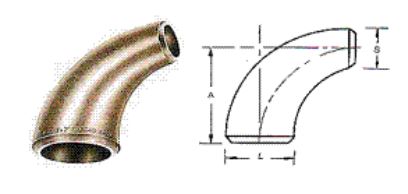
زانوئیه اElbows
جهت چرخش جریان به اندازه ٩٠ یا ۴۵ درجه از زانوئیها استفاده می گردد. ولی علاوه بر این اندازه ها در طراحی های خاص زانویی با درجه های غیر متعارف و بصورت سفارشی نیز ساخته می شود.
اتصالی که باعث برگشت ١٨٠ درجه ای جریان می شود »برگشت« یا Return می نامند که به نوعی آنرا می توان جزو زانوئیها طبقه بندی نمود. برگشت ها در ساخت کویل های مبدل های حرارتی و Vent مخازن مورد استفاده قرار می گیرد.
بسته به شعاع چرخش ، دو نوع زانوئی ساخته و عرضه می گردد که عبارتند از زانوئیهای »(Long-Radius , Short Radius ) شعاع بلند« و »شعاع کوتاه« با شعاع ١/۵ برابر قطر نامی لوله و برای سایزهای ٣/۴ به بالا و زانوئیهای شعاع کوتاه با شعاع ASME برای شعاع بلند و ASME B16.9 برابر قطر نامی لوله می باشند.
استاندارد برای شعاع کوتاه اندازه های استاندارد را بیان نموده است. اندازه B 16.28 استاندارد هریک از انواع زانوئیها ضمیمه این گزارش آمده است. یک نوع از زانوهای ٩٠ درجه ضمن تغییر جهت در مسیر سایز لوله را نیز تغییر می دهد که آن را »زانوی کاهنده« می نامند.شعاع زانوئی کاهنده ١/۵برابر قطر نامی انتهای بزرگتر است.
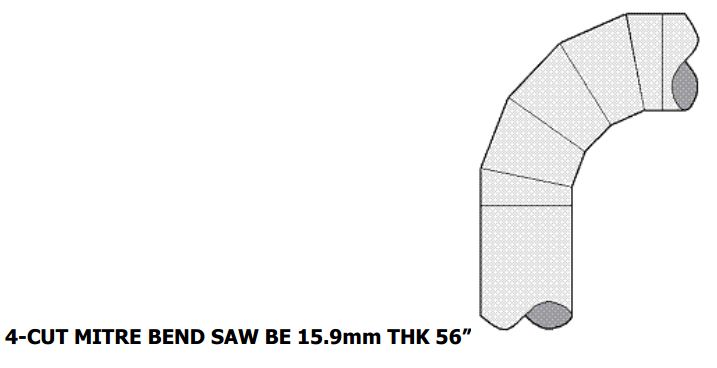
ماتیرها Miters
برای تغییر مسیر لوله های بزرگتر از ١٠ اینچ که در فشار پائین کار می کنند و افت فشار در آنها زیاد مهم نباشد ، با استفاده از چند تکه لوله که زاویه ٩٠درجه را تامین می نماید ، درست می شود. مایترها ممکن است از دو ، سه یا چند تکه درست شوند . هر چقدر تعداد تکه ها زیاد باشد مقاومت هیدرولیکی ماتیر کم می شود. بطور کلی مقاومت در برابر جریان یک ماتیر سه تکه تقریبا ً دو برابر زانوی شعاع بلند معادل می باشد ولی از لحاظ اقتصادی مایتر باصرفه تر از زانوئی مشابه می باشد. نحوه نمایش یک مایتر در نقشه بصورت زیر است :
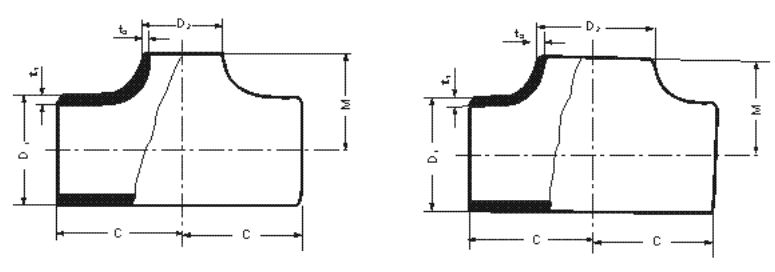
سه راهی Tees
برای انشعاب گیری از خطوط اصلی از سه راهی ها استفاده می شود. انشعاب گرفته شده می تواند هم دارای زاویه ٩٠ درجه باشد و هم می تواند بصورت ۴۵ درجه از آن جدا شود. همچنین انشعاب گرفته شده می تواند با قطری برابر قطر خط اصلی باشد و یا با قطری کمتری از قطر خط اصلی. درصورتی که انشعاب گرفته شده ٩٠ درجه باشد آنرا Straight Tee یا »سه راهی مستقیم« می نامند. اگر قطر انشعاب گرفته شده کمتر از قطر خط اصلی باشد آنرا » سه راهی کاهنده« یا Reducing Tee می نامند. نوع دیگری از سه راهی که کاربرد خاص دارد Bullhead می باشد که در آن قطر فرعی از قطر اصلی بزرگتر است و به ندرت مورد استفاده قرار می گیرد. در سه راهی های کاهنده قطر انشعاب نمی تواند کمتر از نصف قطر لوله اصلی باشد.
ساخته می شوند که Bonney Forge انواع دیگری از انشعاب گیری وجود دارد که به روش عبارتند از WELDOLET , SOCKOLET , ELBOWLET در زیر توضیح هر کدام از موارد فوق آمده است:
اتصال WELDOLET
انشعابی روی لوله اصلی است که روی لوله قرار می گیرد و یک انشعاب ٩٠درجه باندازه سایز لوله اصلی یا کوچکتر از خط اصلی می گیرد. محدوده استفاده از این نوع انشعاب برای سایز لوله های با ٨/٣ NPS اینچ تا سایز ۶٠ اینچ می باشد. اصطلاح WELD OUTLET مخفف می باشد.
این انشعاب استاندارد سازی نگردیده است ولی از استاندارد ASME B31.3 می توان کمک گرفت. معمولاً از متریال جهت ساخت آن استفاده می شود.
ASTM A 105-A 350 –A 18

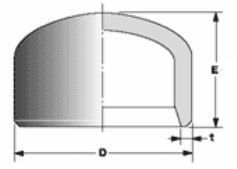
CAP
جهت مسدود سازی خطوط از استفاده می شود . cap این اتصال نیز همانند سایر اتصالات در سه حالت WELD , THREADED BUTT WELD ,SOCKET ساخته می شود.
در صورتی که CAP نوع پیچی از بیرون رزوه شده باشد آنرا پلاگ می نامند.
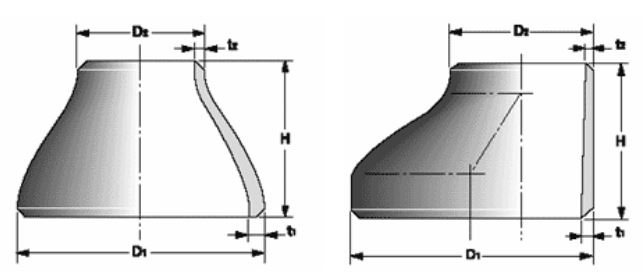
کاهنده ها REDUCER
هنگامیکه بخواهیم دو لوله با قطرهای متفاوت را به همدیگر متصل نمائیم از REDUCER استفاده می کنیم. کاهنده ها در دو فرم هم مرکز (CC:CONCENTRIC و خارج از مرکز ساخته میشوند ECC:ECCENTRIC)
اتصالات پیچی SCREWED
اتصالات پیچی که در لوله کشی های ساختمانی کاربرد وسیعی دارند معمولاً از جنس آهن نرم و چدن ساخته میشوند. در کاربردهای صنعتی نیز ، اتصالات گالوانیزه کلاس ١٥٠ و ٣٠٠ و شیرهای در همین کلاس و در خطوط هوا و آب (INSTRUMENT AIR & POTABLE WATER) بکار می روند ولی بطور کلی اتصالات جوشی در سایت بر اتصالات پیچی ترجیح داده می شود. در زیر برخی از اتصالات پیچی توضیح داده شده است :
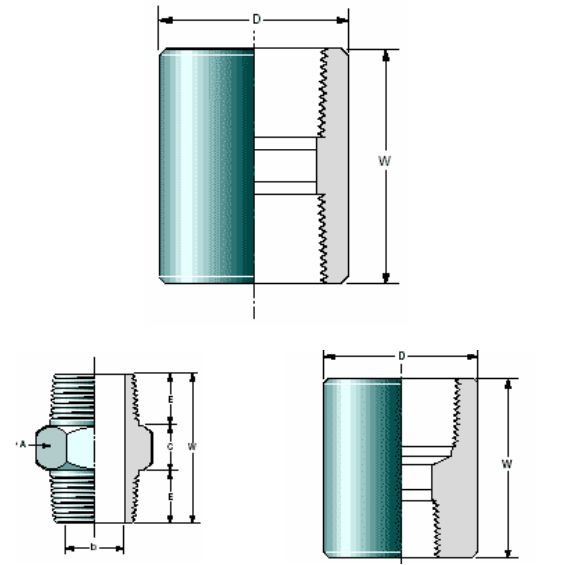
اتصال FULL COUPLING
جهت اتصال دو لوله رزوه دار به همدیگر بکار می رود. این اتصال همچنین در لوله کشی ساکتی نیز به کار برده می شود. نوع دیگری از این اتصال REDUCER COUPLING است که دو لوله با شعاعهای متفاوت را به همدیگر متصل می کند.
اتصال NIPPLE نیز همین عمل را انجام می دهد با این تفاوت که عمل اتصال بین دو اتصال را REDUCER COUPLING و HEXAGONAL NIPPLE برقرار می کند. در زیر تصویری از نشان داده شده است.
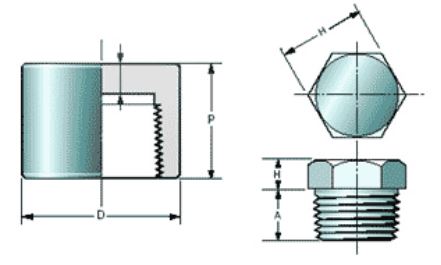
اتصال TANK NIPPLE
جهت ایجاد یک انشعاب پیچی به روی مخازن با فشار پائین بکار می رود. در سه گونه متفاوت ساخت و عرضه می شود که یکی دارای دو سر رزوه و یک قسمت میانی بدون رزوه است که دومین نوع آن یک تکه لوله با رزوه پیوسته است و در آخر نوع سوم آن یک تکه لوله با یک سر رزوه شده است. معمولاً طول این اتصال ٦ اینچ می باشد.
اتصال THREDOLET
نوعی از اتصال است . جهت انشعاب گیری Bonny Forge ٩٠ درجه بوده و ساختمان آن شبیه است. WELDOLET , SOCKOLET بیشتر جهت انشعاب گیری از درپوش لوله ها و سرمخازن از نوع »سر تخت« آن استفاده می شود.
اتصال SWADGED NIPPLE
یک اتصال کاهنده برای اتصال یک لوله بزرگتر و یک لوله با قطر کمتر بکار می رود. از این اتصال می توان در موارد زیر استفاده نمود.
- اتصال لوله کشی پیچی به پیچی
- لوله کشی پیچی به لوله کشی BUTT WELD : به نازل پیچی روی تجهیزات لوله کشی BUTT WELD روی نقشه نوع سرهای با علائم اختصاری بیان می شود . SWAGE که در جدول مقابل این اختصارات آمده است.بطور مثال :

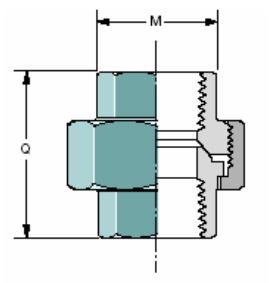
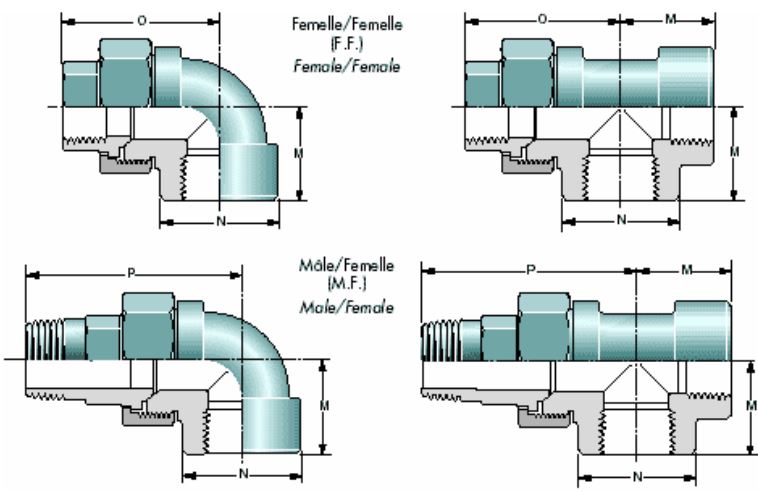
اتصال UNION
در برخی موارد با توجه به دو سر رزوه بودن لوله ها و اتصالات ، موقع باز و بسته نمودن آنها اتصالی لازم است تا خللی در اتصالات دیگر پدید نیاورد. این اتصال همان UNION است که امکان نصب آسان ، جداکردن لوله ها ، شیرآلات یا اتصالات مخازن را در سیستم لوله کشی پیچی فراهم می کند. ممکن است بصورت ترکیبی با یک اتصال دیگر عرضه شوند مانند UNION ها و UNION TEE و UNION ELBOW.
اتصال HEXAGON BUSHING
جهت اتصال یک لوله به یک اتصال بزرگتر بکار می رود. کاربرد عمده آن در اتصالات ابزار دقیق است. باتوجه به شکل ساده آن می توان آنرا با یک سوراخ کاری و قلاویز زدن سوراخ ایجاد شده تولید نمود. این اتصال در خطوط کم فشار بکاربرده می شود. اتصالات دیگری همچون زانوئیها سه راهیها از نوع پیچی نیز وجود دارد که از شرح آنها صرف نظر می کنیم. در حالت عادی رزوه های روی اتصالات داخلی می باشند ولی چنانچه رزوه ها بر روی اتصال
زده شوند اصطلاحاتی چون » نر و مادگی « به نام این اتصالات اضافه می گردد.
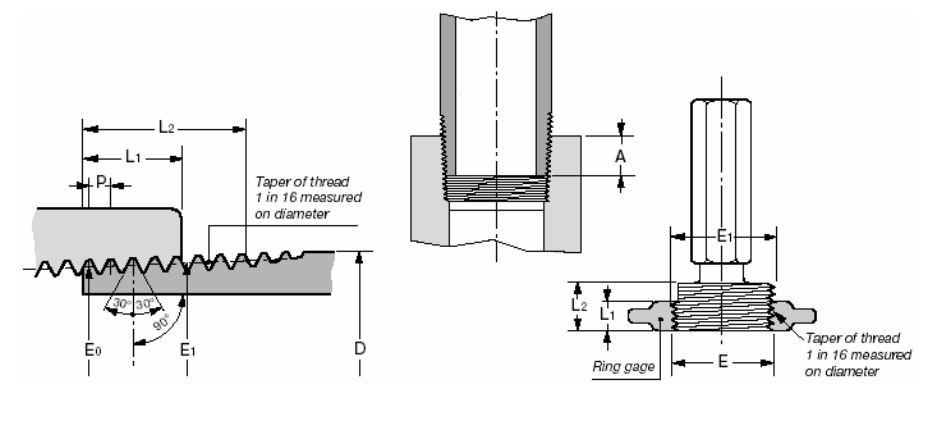
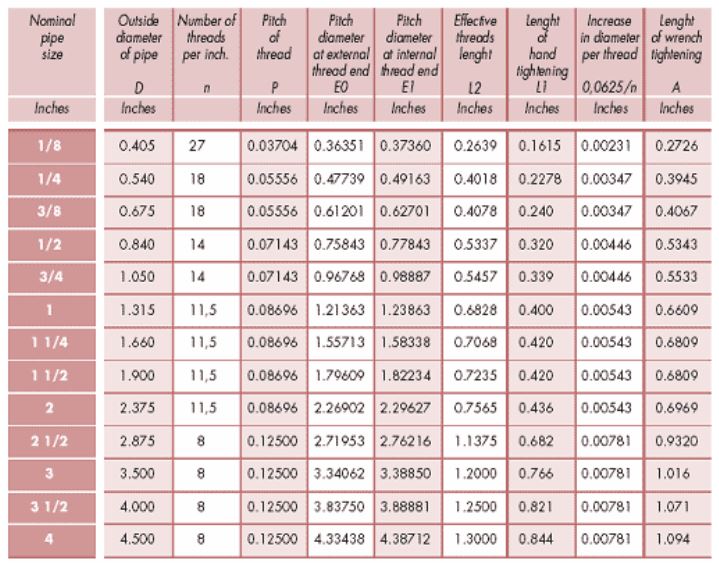
رزوه های روی اتصالات پیچی بر API 5B و ASME B 1.20.1 استانداردسازی شده اند. عموما اساس دو نوع رزوه برای لوله و اتصالات تعریف می شود : »همگرا« و »مستقیم«. تعداد رزوه در اینچ هر دو نوع یکسان است. اکثر اتصالات پیچی دارای رزوه های همگرا می باشند رزوه همگرا با علامت اختصاری NPT که مخفف است مشخص میشود . Taper Pipe Thread نوعی از رزوه اصلاح شده موجب تداخل کامل رزوه ها (تماس فلز با فلز) می شود و مانع نشتی از میان درزهای مارپیچ می گردد که در این صورت علامت مشخصه آن NPTR است.
Rigid Mechanical Joint for Railings که مخفف میباشد علامت مشخصه رزوه های مستقیم نیز NPS است که مخفف است . Straight Pipe Thread مشخصات رزوه های در زیر آمده است : NPT.
فلنج ها
در برخی موارد جهت اتصال لوله به تجهیز یا لوله به لوله از اتصال فلنجی استفاده می شود. این اتصال به جهت آسانی نصب و جداشدن ، در مواردی کاربرد دارد که لازم است خط بصورت متناوب جهت بازدید یا تعمیر باز و بسته شود . اتصال پمپ ها ، کمپرسورها ، مبدلهای حرارتی ، راکتورها و غیره به خطوط لوله توسط فلنج هائی صورت می گیرد که توسط استاندارد API 6 B و یکسان سازی شده است.
ASME B16.5 یکی از مواردی که در فلنج ها اهمیت زیادی دارد کلاس فشاری فلنج است. کلاس فشاری به سایز لوله ، فشار و دمای سیال درون خط ، خود سیال و مواردی از این دست بستگی دارد ولی بطور کلی می توان کلاس فشاری را بوسیله جدول زیر به همدیگر ربط داد :
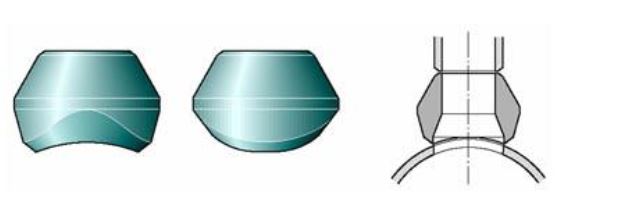
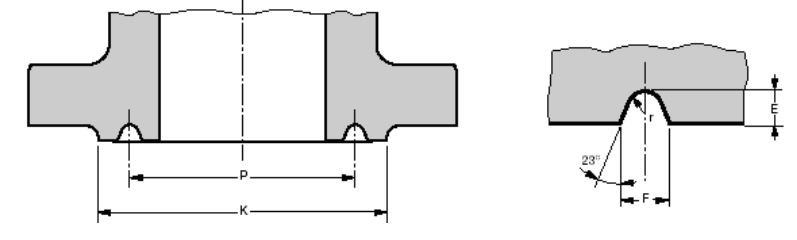
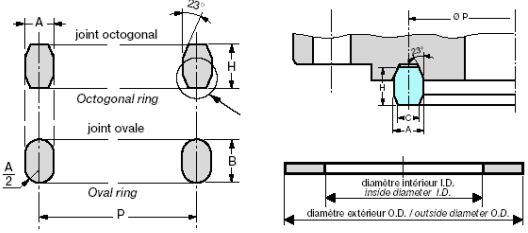
Ring-Joint Face
جهت سرویس های با دما و فشار بالا بسیار مناسب است ولی گرانتر از بقیه نوع ها می باشد. هر دو جفت فلنج که به هم متصل می شوند ، از لحاظ شکل و اندازه یکسان هستند. یک رینگ نیز در شیار بین دو صورت قرار می گیرد. یکی از مزیت های این فلنج عدم برخورد دو صورت فلنج به همدیگر است.
جدول صفحه ی بعد ابعاد فلنج برای کلاس ١٥٠ را آورده است :
نحوه اتصال فلنج به لوله
فلنج ها از نظر نحوه اتصال نیز با همدیگر متفاوتند و به دسته های زیر تقسیم بندی می شوند:
1. Welding Neck 2. Slip-On 3. Screwed
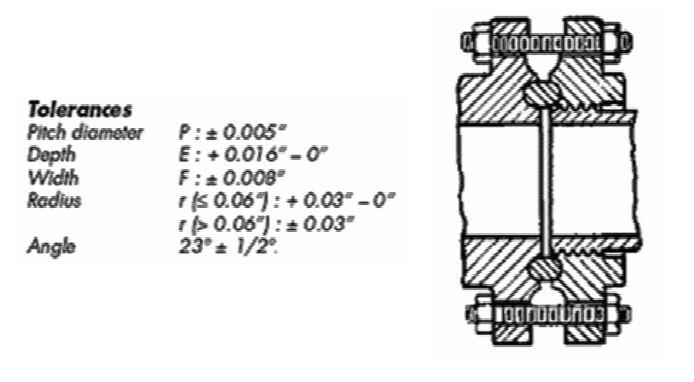
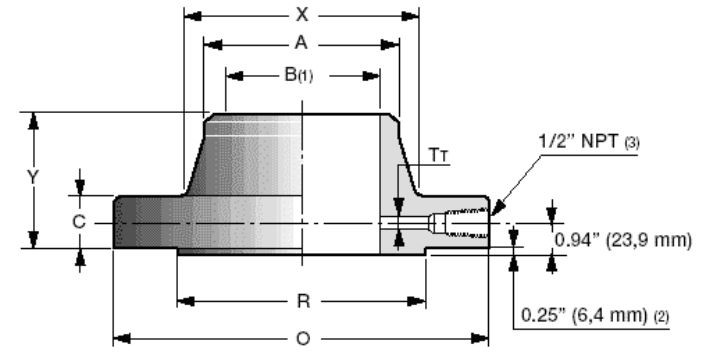
WELDING NECK
جهت اتصال به اتصالات butt-weld یا نازل های تجهیزات و مخازن در دو نوع معمولی و بلند ساخته می شود. به علت ضخامت کافی در جاهایی که دما زیاد و تنش های برشی ، فشاری و ارتعاشی وجود دارد بکار می روند. شکل سمت راست نوع معمولی و شکل سمت چپ نوع بلند است.
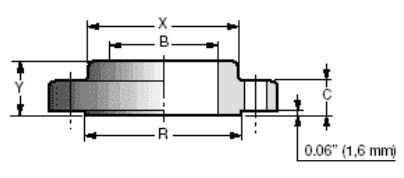
Slip-on
جهت فلنج اتصالاتی مانند زانوئیها به دیگر اتصالات فلنجی و یا فلنج لوله ها مناسب است . این نوع فلنج مقاومت کمتری نسبت به شوک و ارتعاش دارد. مقاومت آن تحت فشار تقریبا یک سوم مقاومت فلنج مشابه می باشد. Welding Neck فاصله لوله تا انتهای فلنج نیز همانند اتصالات یک شانزدهم اینچ می باشد.
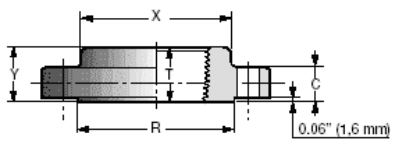
Screwed/Threaded Flange
این فلنج ها نیز همانند اتصالات رزوه ای و پیچی است.
علاوه بر کاربردهای بالا، فلنج ها جهت تغییر سایز خط نیز بکار می روند. بنابراین دو نوع »فلنج کاهنده« و » فلنج افزاینده« نیز به دسته بندی های فلنج اضافه می گردد. فلنج کاهنده در صورتی که اختشاش جریان مهم نباشد از این فلنج جهت تغییر سریع سایز خط استفاده می شود ولی نباید برای ورودی و خروجی دستگاههائی مثل پمپ از این نوع استفاده کرد.
در مورد فلنج های افزاینده اتصال آن به دستگاههای دواری همچون پمپ و کمپرسور مشکلی بوجود نمی آورد. در برخی موارد حفره ای روی فلنج بصورت زیر ایجاد می گردد تا از آن بعنوان Orifice استفاده نمود. شکل زیر نمونه ای از را نشان می دهد.
welding neck orifice
در برخی موارد نیز جهت انسداد لوله از نوعی فلنج استفاده می شود که محل عبور جریانی ندارد ، به این نوع فلنج نیز فلنج BLIND گفته می شود .
نمایش نوع فلنج روی نقشه یا مدارک نامگذاری بوسیله کلاس فشاری ، نوع اتصال ، نوع صورت فلنج و غیره صورت می پذیرد. در زیر چند نمونه از نامگذاریها آمده است :
در این نامگذاری بعد از اشاره به نوع فلنج ، کلاس فشاری و در برخی موارد ضخامت ذکر شده و در انتها نیز متریال فلنج نوشته می شود.
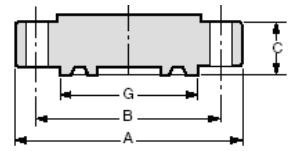
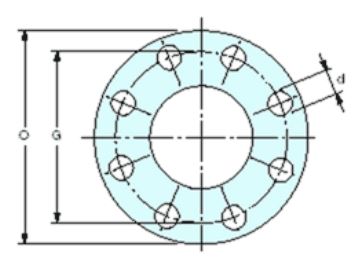
سوراخ پیچ در فلنج
سوراخ های پیچ و قطر آنها بستگی به سایز فلنج و کلاس فشاری آن دارد. محل قرارگیری سوراخ فلنج ها طوری است که چهار سوراخ در روی خطوط عمودی و افقی گذرنده از مرکز قرار نمی گیرند. زاویه بین خط مرکز و اولین سوراخ برابر است با ٣٦٠ تقسیم بر دو برابر تعداد سوراخها و زاویه بین هر دو سوراخ نیز برابر ٣٦٠ درجه تقسیم بر تعداد سوراخها است. مثال اگر تعداد سوراخها ٤ عدد باشد، زاویه بین خط افقی و اولین سوراخ برابر : ٣٦٠/٤*٢=٤٥
است و زاویه بین سوراخها ٩٠ درجه است. در شکل زیر آرایش ٨ تایی را نمایش می دهد.
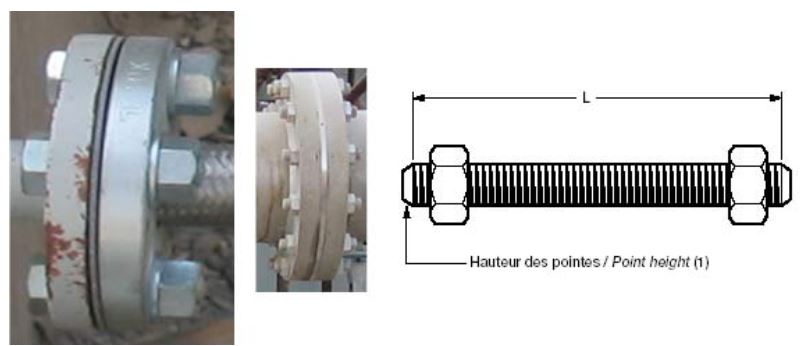
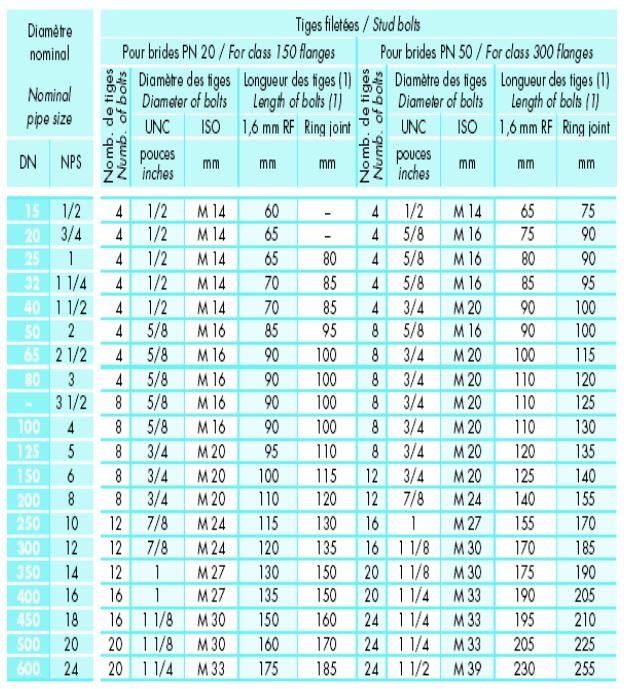
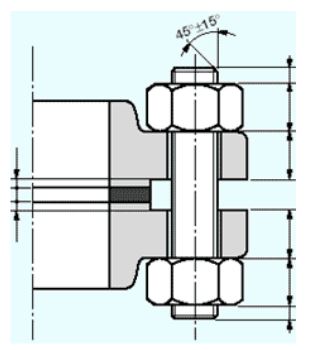
به اینکه Stud bolt به راحتی باز و بسته می شود اکثرا از این نوع پیچ برای بستن فلنج ها در ساختمان تجهیزات دیگر استفاده می شود متمایز است و در هنگام ساخت و نصب امکان نظر گرفته می شود. از مزیت های دیگر این نوع پیچ این است که با سایر پیچ هایی که در مختلف یافت می شود. محاسبه طول پیچ بوسیله فرمول زیر صورت می گیرد.
اشتباه بستن این پیچ به تجهیزات دیگر کاهش می یابد. همچنین این نوع پیچ در سایزهای:
- L=2(S+He+Hf+x)+Hg
- طول آزاد برابر دو یا سه برابر قطر »پیچ« = s
- = He ضخامت مهره
- = Hf ضخامت فلنج
- gasket = ضخامتx
- Raised Face = ارتفاع قسمت Hg
Gaskets
Gasketها یا واشرها جهت آب بندی مورد استفاده قرار می گیرند. واشرهائی که جهت آب بندی فلنج های تخت (Flat Faceبه Full-Face) Type موسومند و گسکت هایی که برای فلنج های استفاده می شود Raised Face را می نامند . Ring Type شکلهای زیر دو نوع از » گسکت رینگی« و نمونه ای از نوع Flat است.
جنس مورد استفاده در گسکت ها معمولا »آزبست« فشرده و یا فلز غنی شده از آزبست است. نوع دوم به خاطر اینکه در موقع باز و بسته کردن زیاد آسیب نمی بیند بهتر است. انتخاب جنس واشر بستگی به نوع سیال خطوط و میزان فشار و دمای آن دارد همچنین در مورد خورندگی سیال نیز دقت شود تا گسکت مناسبی انتخاب گردد.نوعی گسکت Flat نیز به نام داریم که قسمتی از آن به بصورت فنری است. Spiral Wound در زیر شکل این گسکت آمده است.
در انتخاب نوع گسکت، سختی گسکت نیز مهم است بطوریکه کارخانجات سازنده علاوه بر مشخصات گسکت ، سختی برینل هم ذکر می گردد. استانداردهائی ASME که در آنها در مورد گسکت و نحوه انتخاب آن توضیحاتی آمده است شامل است . B16.21 & ASME B16.20 ASME B16.21 در مورد گسکت های غیر فلزی است. این استاندارد شامل جداول اندازه ، تولورانس گسکت ها برای فلنج های چدنی END است.
من سعی زیادی می کنم که کلمه مناسب را برای لغت های لاتین انتخاب کنم ولی این کلمات در صنعت ناشناخته است ، مثل کلمه واشر – بجای – گسکت ، در ضمن بنده در ابتدای هر مبحث کلمه فارسی آن را استفاده می کنم ولی در ادامه آن مبحث کلمه مصطلح آن در عمل (در صنعت ، ساخت قطعه و غیره)پ را جایگزین نمایم که خواننده با آن آشنا شود بطور مثال : شیر آلات —< ( ولو) ، واشر —< (گسکت) ، لوله کشی صنعتی —<( پایپینگ) . این اصطلاحات (گسکت ، پایپینگ و غیره) با املا فارسی در صنعت نیز استفاده می شود .
لیست قیمت پنج لایه نیوپایپ 1401
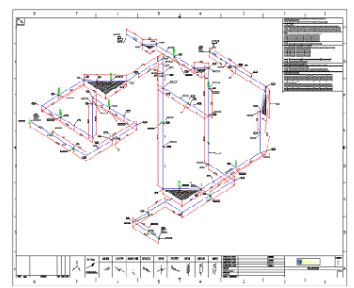
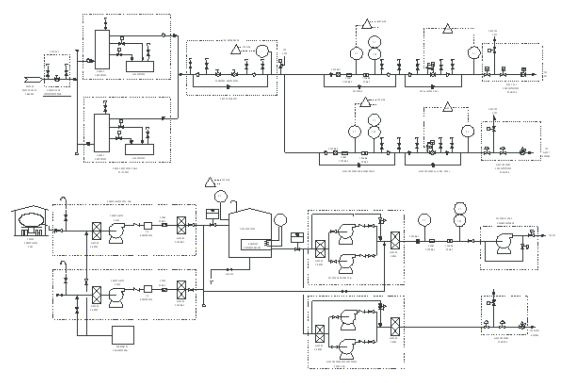
عکس هایی از طراحی سیستم پایپینگ:





{kind=link}
{kind=link}