

روش تولید لوله فولادی

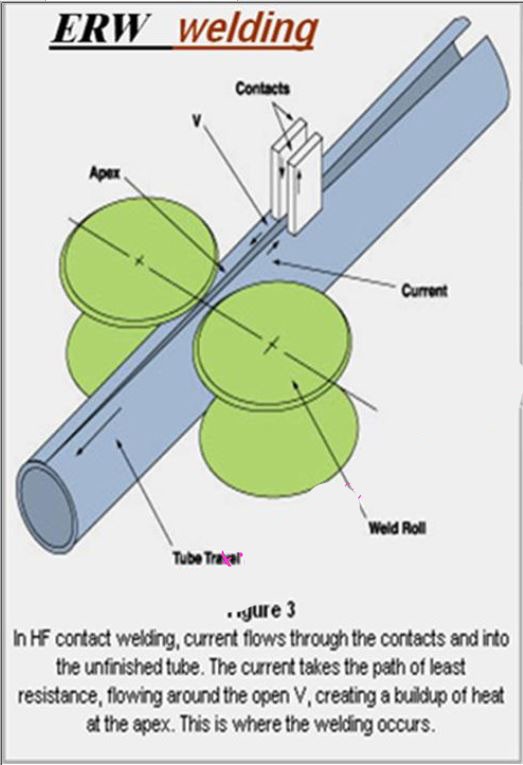
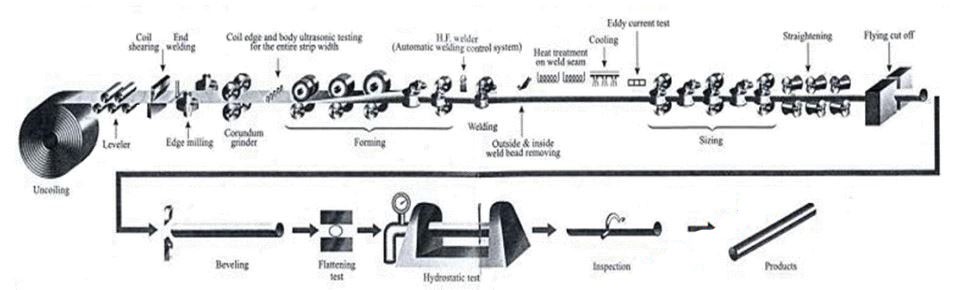
روش تولید لوله فولادی با جوش مقاومتی ERW
روش تولید لوله فولادی در شبکه های گازرسانی مطابق روش تولید لوله فولادی جوشکاری زیر تولید میگردند
Electric Resistance Welded
تولید لوله هاي با جوش طولي ER بصورت شاخه شاخه و یا بصورت پیوسته از یك كویل تولید مي شود و سپس بصورت شاخه هاي 6 متري بریده مي شود. كه داراي اتصال لب به لب طولي است كه در آن امتزاج در جوش بوسیله حرارت حاصله از مقاومت لوله در مقابل یك جریان الكتریكي در یك مدار كه
لوله قسمتي از آن است و توأم با اعمال فشار بوجود مي آید .
روش تولید لوله فولادی با جوش طولی DSA
Double Submerged Arc Welded
لوله های با جوش طولی ،SA DSAW داراي اتصال لب به لب طولي است كه با حداقل دو پاس جوش كه یكي از آنها در طرف داخل و پاس دیگر جوش در طرف خارج است بوجود مي آید .
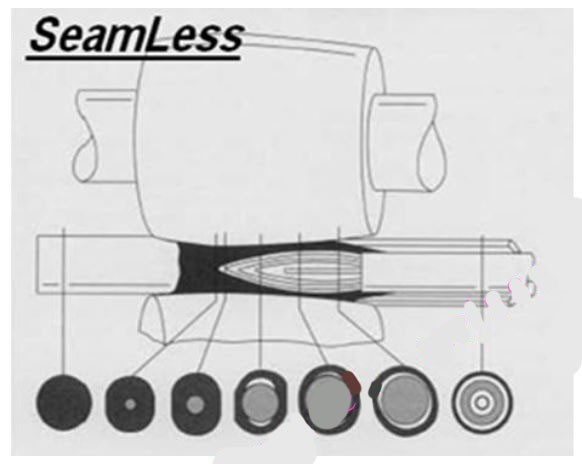
روش تولید لوله فولادی بدون درز
همانطور كه در شكل نشان داده شده است خمیر فولاد با عبور از فشنگي تحت كنترل رولیك ها و غلطك ها تولید مي شود .
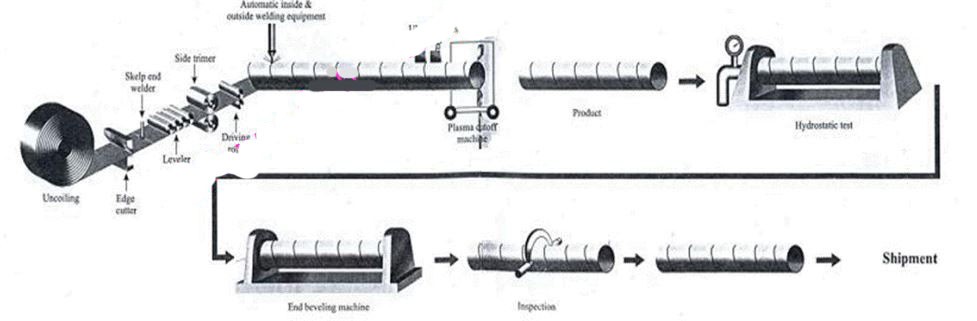
تولید لوله فولادی با روش جوش مارپیچ Sp
همانطور که در شکل نشان داده شده است یکی دیگر از روشهای تولید لوله در قطرهای بالا استفاده از پروسه مارپیچ است.
شناسائی عیوب مکانیکی لوله فولادی مطابق استاندارد API 5L
بازرسی لوله
- کیفیت و نقایص کار لوله فولادی
- فرورفتگی DEN
- Offset of Plate Edges
- Hard Spots
- Cracks, Sweats, and Leaks
- Laminations
- Arc Burns
- Undercuts
- Under fills
- سایر عیوب لوله Other Defects
کیفیت و نقایص کار لوله فولادی
انواع نقایص در لوله هایی که معیار های مشخص در آنها رعایت نشده و بعنوان عیب کار در نظر گرفته می شود سازنده این لوله ها باید تمامی جوانب احتیاط را برای به حداقل رساندن اشتباهات مکرر، نقایص، صدمات و عیوب کار در نظر بگیرند تا آنها را از میان بردارند
فرورفتگی DEN
لوله ها نباید شامل هیچگونه فرورفتگی بیش از in 1/4 یا 6/4 باشند
منظور از فرورفتگی حد فاصل بین پایین ترین محل تو رفته و امتداد لبه های لوله می باشد
اندازه طول این فرورفتگی نباید بیشتر از 1/2 قطر لوله ها باشد
Offset of Plate Edges
Out-of-Line Weld Bead for Pipe with
Filler Metal Welds
Hard Spots
هر نقطه سفت و سختی که دارای حداقل بعد بزرگتر از 2in(50.8mm) در هر سمت و سختی بزرگتر و یا برابر با 35HRC باشد باید مردود شود
سطح لوله ای جوشکاری شده که سرد شده است باید از لحاظ ظاهری مورد بررسی قرار بگیرد تا از این طریق مسایل مربوط به بی نظمی ها ( نا صافی ها ) موجود در انحنای لوله آشکار شود
Cracks, Sweats, and Leaks
همه ترک ها ، شکاف ها و سوراخ های موجود در لوله باید به عنوان نقایص آن در نظر گرفته شود
Laminations
وجود هر گونه ورقه ورقه شدگی یا پارگی گسترش یافته در سطح یا انتهای لوله که با چشم تشخیص داده شوند و بزرگتر از 1/4 اینچ باشند ، یک نقص محسوب می شوند ، لوله ای که چنین نقص هایی دارد باید برش داده شود تا هیچ نقصی بزرگتر از 1/4 اینچ وجود نداشته باشد
Arc Burns ، Undercuts ، Under fills
حفره ی زیرین لوله هائیکه با لیزر جوشکاری شده اند ،گودالی است که بر سطح یا ریشه سطح جوش شده تا فلز اصلي ادامه پیدا مي كند.موقعیت حفره ها با چشم بخوبي قابل رویت است
سایر عیوب لوله فولادی Other Defects
به طور کلی هر نقصی که عمق آن بزرگتر از 12.5% ضخامت دیواره باشد
باید به عنوان یک عیب در نظر گرفته شود
شرایط سطحی لوله فولادی
1 )
- لوله ها باید در جدار بیرونی دارای سطح صاف و هموار و در جداره درونی سطحی متناسب با فرایند ساخت باشند
- تراشه SLIVER
- پوسته و طبله SCAB
- ورقه FOLIATIONو عیوبی از این قبیل نباید موجب کاهش ضخامت جداره لوله تا حد کمتر از حد ارقام مجاز شود2 ) در مورد لوله های درز جوش ، باید درز کامل پر شده و عاری از هرگونه آخال ها غیر فلزی (INCLUSION) و عیوبی از این قبیل باشد3) ارتفاع گرده جوش در سطح درونی لوله نباید از 60 درصد ضخامت اسمی جداره تجاوز نماید ولی در هر حالت برآمدگی گرده جوش در سطح بیرونی از روی لوله ها برطرف شود

آزمون خمش BENDING TEST
لوله های با قطر اسمی 2 50 و کمتر باید تحت آزمون خمش قرار گیرند
برابر قطر خارجی لوله تا ایجاد زاویه 90 درجه استفاده می شود
لوله های درز جوش بایستی در دو حالت مورد آزمایش قرار گیرند :
الف) درزجوش در حالت قائم ( مانند ساعت )
ب) درز جوش بحالت افقی (مانند ساعت )
نکته :
در هیچکدام از دوروش آزمون یاد شده نباید هیچگونه ترکی در درز جوش دیده شود
آزمون تخت کردن لوله فولادی
این آزمون بعنوان آزمون مرجع جهت لوله های درزجوش بوده و باید برروی نمونه های برداشتی از لوله هائیکه بصورت تصادفی جهت کنترل کیفی جوش انتخاب شده انجام شود دراین آزمون نمونه ها (یا انتهای لوله های انتخابی ) باید بین دو صفحه تخت فولادی قرار گرفته تا فاصله 2/3
قطر خارجی لوله فشرده شود
آزمون تخت کردن لوله فولادی در دو حالت :
الف ) درزجوش در وضعیت قائم (مانند ساعت )
ب ) دروضعیت افق (مانند ساعت )
باید انجام شود .
درصورتیکه درهر یک از دو حالت ، درز جوش باز شود ، لوله مردود خواهد بود
عکس بغل
نشانه گذاری لوله فولادی ISIRI 3360
کلیه لوله ها باید دارای نشانه ای حاکی از موارد ذیل باشند
- نام یا نشانه تجاری سازنده
- قطر اسمی لوله
- ذکر کلمه گاز که مشخص کننده اختلاف آن با موارد
مصرف دیگر باشد - علامت موسسه استاندارد و تحقیقات صنعتی ایران




{kind=link}
{kind=link}