

جوشکاری لوله با الکترود دستی
جوشکاری لوله با الکترود دستی
در دهه های اخیر، صنعت نفت و گازبه دلیل اهمیت بالایی که دارند تبدیل به یکی از صنایع تاثیرگذار در اقتصاد کشورها شده هست. همچنین در کشور عزیزمان ایران این صنعت نقش بسیار اساسی در پیشرفت اقتصادی ایفا کرده است.داشتن زیر ساخت، فناوری نوین، تجهیزات و سازه های استخراجی و انتقالی مهندسی شده فاکتورهای بسیار مهم هستند که در توسعه این صنعت نقش اساسی دارند.در ساخت سازه های انتقال نفت و گاز جوشکاری یکی از فرایندهای مهم به شمار می رود.برای اتصال لوله ها به یکدیگر از فرایندهای متعددی استفاده می شود، اما دراین مقاله جوشکاری لوله به فرایند الکترود دستی بحث شده است.
لوله ها چه کاربردی در صنایع مختلف دارند؟
تفاوت بین پایپ و تیوب در چیست؟
اطلاعات مورد نیاز برای آماده سازی لوله را از منبعی می توان استخراج کرد؟
چگونه می توان دو قطعه لوله را به یکدیگر متصل نمود؟
جوشکاری با الکترود دستی یکی از روشهای مرسوم در صنایع مختلف به شمار میرود. در واحدهای یادگیری قبلی چگونگی برقراری قوس، ایجاد خط جوش، جوشکاری گوشه و جوشکاری شیاری را آموخته اید. در این واحد یادگیری، شما روش جوشکاری دو لوله به یکدیگر را فرا می گیرید. در این واحد یادگیری، ابتدا کاربرد لوله ها، تفاوت بین پایپ و تیوب ارائه شده است و در ادامه آمادهسازی اتصال و روش جوشکاری لوله را فراخواهید گرفت.
استاندارد عملکرد
در پایان این واحد یادگیری هنرجویان قادر خواهند بود که بر اساس نقشه دوقطعه لوله فولادی را در وضعیت های مختلف جوشکاری کنند.
آماده سازی لوله برای جوشکاری
به طور کلي دو کاربرد اصلي براي لوله ها وجود دارد: سیستمهاي لوله کشي (Piping System ) و سازه هاي لوله اي (Structural Pipe) اما آیا مهارت مورد نیاز براي جوشکاري لوله ها در دو مورد یکسان است؟
تفاوت بین این دو کاربرد در چیست؟
شکل 1 کاربردهای لوله را نشان میدهد، که در آن الف) کاربرد لوله در سازههای فلزی و ب) کاربرد آن در سیستمهای لوله کشی نشان میدهد، با توجه به شکل 1 جدول زیر را تکمیل کنید.
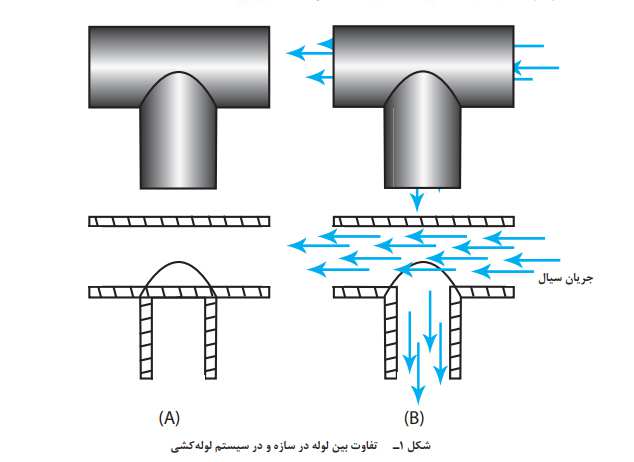
نکته ای که در کاربرد سازهها بسیار مهم است، استحکام لوله در برابر نیروهای معمولی به هر سازه جوشی وارد شده، میباشد. البته لوله ها میتوانند نیروهای معمولی را تحمل کنند.
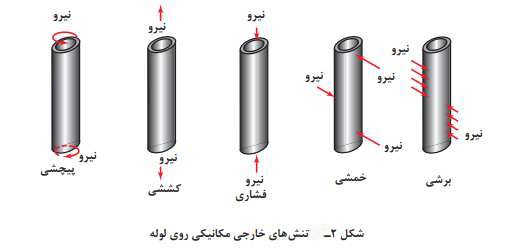
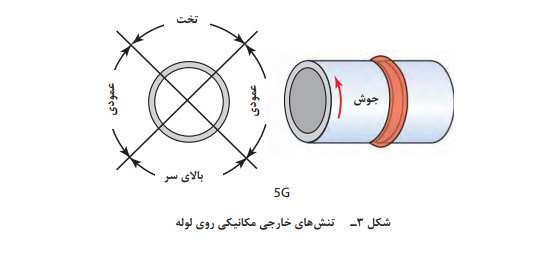
شکل 2 تنشهای مکانیکی خارجی بر روی لوله را نشان میدهد، لولهها در برابر نیروهای پیچشی استحکام خوبی از خود نشان میدهند.
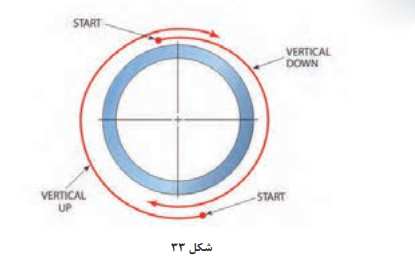
نکته : در جوشکاری لوله دو مشکل اساسی وجود دارد؛
ـ مشکل مونتاژ یا اصطلاحاً فیت کردن لوله ها به یکدیگر
ـ تغییر وضعیت جوشکاری (شکل 3)
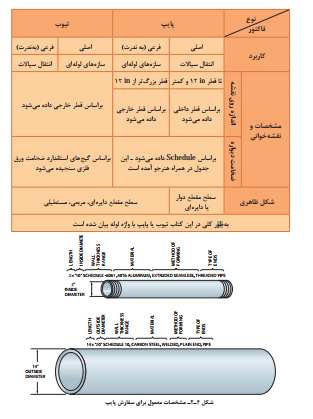
آیا پاپ با تیوپ مشابه است؟ پایپ , (Pipe) تیوب (Tube)
اگرچه ممکن است پایپ و تیوب یکسان باشند، اما آنها تفاوتهایی از لحاظ مشخصات و کاربرد دارند، جدول صفحه بعد تفاوت بین این دو را نشان میدهد.
آمادهسازی و مونتاژ لوله (Fit-Up)
براي جوشکاري لوله به یکدیگر باید دو سر لوله آمادهسازي شوند. لوله ها ممکن است بهصورت اتصال مربعي یا مورب (پخدار) آماده سازي شوند. اغلب لوله ها با قطر کوچک که براي کاربردهاي سازهاي به کار ميروند، به صورت لب به لب (اتصال مربعی) و بدون پخ جوشکاری میشوند. در حالي که لولههایي با قطر بزرگتر که در انتقال سیالات استفاده ميشوند، را به صورت پخ دار آماده ميکنند. چرا لوله ها را به صورت پخ دار آماده سازي ميکنند.؟
به شکل 6 نگاه کنید و بهاین سؤال پاسخ دهید:
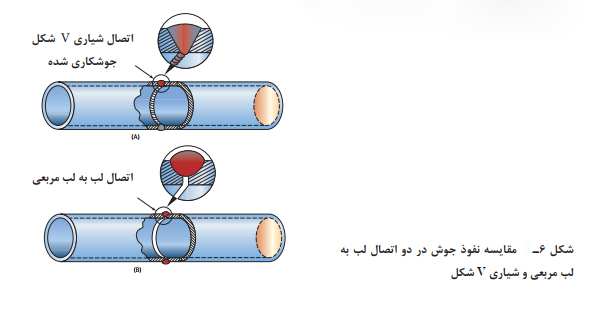
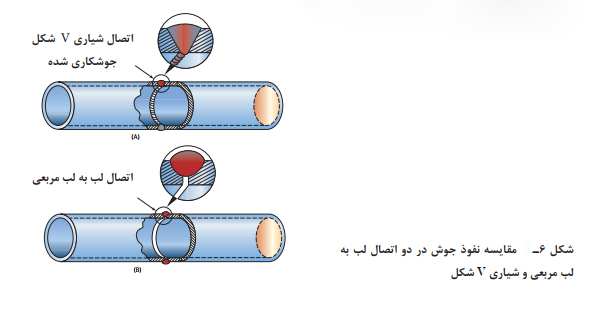
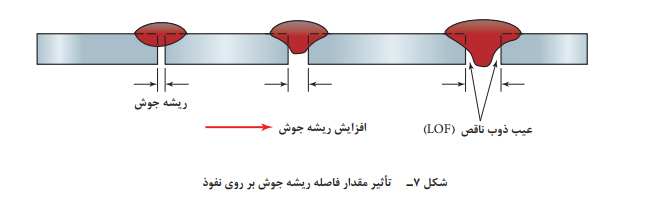
نکته: به اتصال مربعي، اگر ضخامت جوش و فلز پایه برابر باشد، استحکام آن برابر با استحکام اتصال پخدار ميشود (شکل 7) در حالت مربعي شکل امکان ایجاد قسمتهاي ذوب نشده (عدم ذوب) وجود دارد، اما با آماده سازي لوله به صورت پخ دار، قسمتهاي عدم ذوب به وجود نمي آید.
نکته: عدم ذوب ریشه اتصال ممکن است باعث حبس آب و زنگزدایي لوله در سیستم لوله کشي شود.
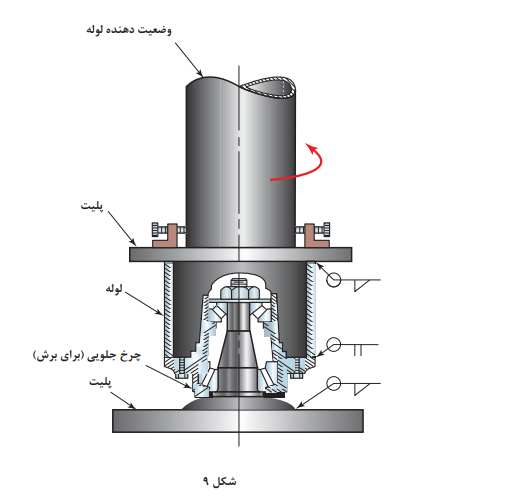
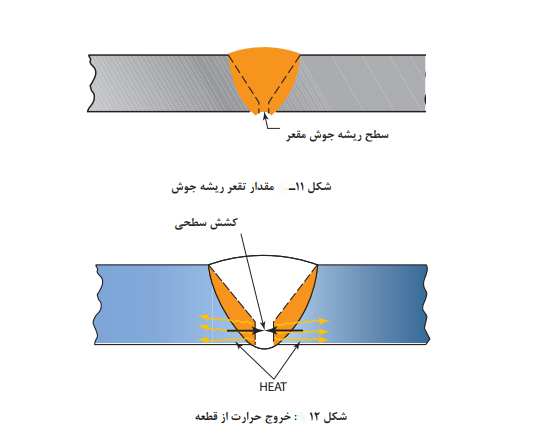
همانطور که در پودمان قبلي آموخته اید، پاشنه جوش باعث ميشود که جوشکاري حوضچه جوش و مقدار نفوذ را به خوبي کنترل کند. براي آماده سازي لوله به صورت پخدار از روشهاي برشکاري با شعله، سنگ زني و ماشینکاري و روش ترکیبي ميتوان استفاده کرد. شکل 8 ماشین قابل حمل براي پخسازي لوله را نشان مي دهد. شکل 9 یک نمونه دستگاه پخ زدن را نشان ميدهد که ميتوان در کارگاه از آن استفاده نمود.

پاشنه جوش زیاد باعث عدم نفوذ کافی و پاشنه جوشکم باعث ریزش مذاب میشود، و علاوه بر آن پاشنه باعث کنترل کشش سطحی و شکل سطح ریشه جوش مناسب را ایجاد میکند و ممکن است تقعر در ریشه جوش را ایجاد کند.
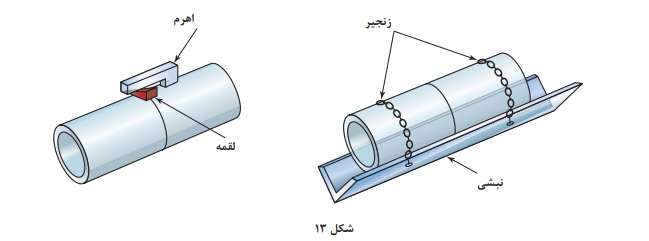
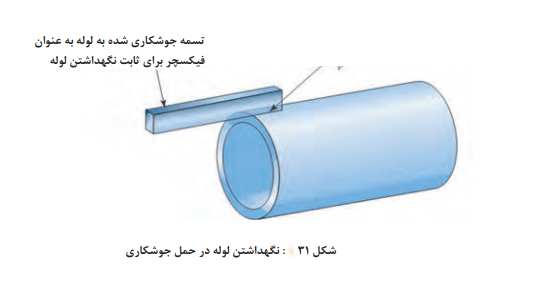
فیت کردن لوله ها با یکدیگر و نگهداشتن در موقعیت جوشکاري با افزایش قطر لوله دشوارتر ميشود. براي این کار باید از یک سوي ابزار، براي ثابت و محکم نگهداشت آنها استفاده نمود. (شکل 13)
چگونه میتوان لوله ها را با جوشکاری به یکدیگر متصل نمود؟
همانطور که در ابتدا ذکر شد، انتقال مداوم وضعیت جوشکاري از یک حالت به حالت دیگر، یکي از مشکلات اساسي در جوشکاري لولههایي است که به صورت افقي ثابت قرار گرفته است. با افزایش قطر لوله سرعت تغییر وضعیت جوشکاري کاهش ميیابد. (شکل ١٣) وضعیتهاي مختلف را در حین جوشکاري لوله نشان مي دهد، اما زمان بیشتري نیاز است تا جوش تکمیل شود.
براي آموزش بهتر است هنرجویان ابتدا از لولههایي با قطر بزرگترشروع کنند و با توسعه مهارتشان به سمت قطر کوچکتر بروند.
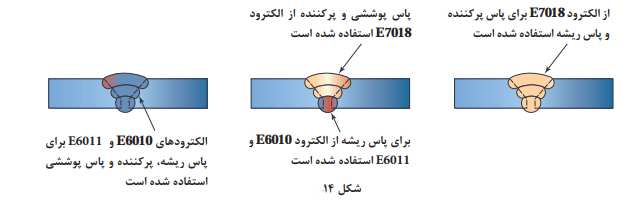
نکته : براي جوشکاري لوله هایي که در سیستمهاي لوله کشي بهکار ميروند اغلب از الکترودهاي E6010 یا E6011 براي پاس ریشه و الکترود E7018براي تکمیل جوشکاری استفاده میشود (شکل ١٤) الکترود E7018 جوش مستحکمتری ایجاد میکند، و از آن میتوان برای تکمیل کاری تمام اتصال نیز استفاده کرد.
براي لوله هایي که کاربرد سازه اي دارند، نیز ميتوان به همین صورت عمل کرد یا اینکه الکترودهاي E6012 یا E6013 در صورتي که ظاهر جوش مهمتر است از استحکام، استفاده ميشود.
جوشکاری لوله را در چند مرحله میتوان انجام داد؟
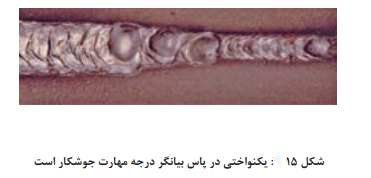
جوش های شیاری لوله تعداد پاس های متعددي دارد که باید تکمیل شود. به شکل 15 نگاه کنید.
پاسهاي مربوط به جوش شیاري لوله در صورت زیرميباشد:
پاس ریشه (Root Pass)
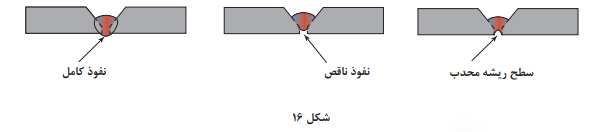
همانطور که قبلا ذکر شد، پاس ریشه، اولین پاس جوش در اتصال ميباشد (شکل16) همچنین جوش پاس ریشه مقدارعمق نفوذ را تعیین ميکند. توجه داشته باشید که قبل از اجراي پاسهاي بعدي، باید روي پاشنه مرتب تمیز شود و عاري از ناخالصي گردد. تمیز کردن سطح به وسیله پرسزني، سنگيزني تمیز ميشود.
 پاس داغ (Hot Pass)
پاس داغ (Hot Pass)
پاس داغ براي خارج کردن ناخالصي / سرباره هاي خیلي کوچکي که در جوش محبوس مانده، به کار ميرود.این ناخالصي براحتي با برس زني از جوش خارج نميشود.
پاس پرکننده (Filler Pass)
پس از حذف یا خروج ناخالصيهاي محبوس شده از شیار، باید شیار را با پاسهاي پرکننده تکمیل کنیم. به طورکلي براي الگوهاي جوش کاری در هرمرحله پاس پر کننده از الگوی خطی و موجی استفاده ميشود (شکل 17) و (شکل 18)
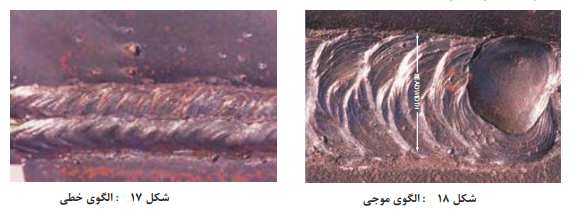
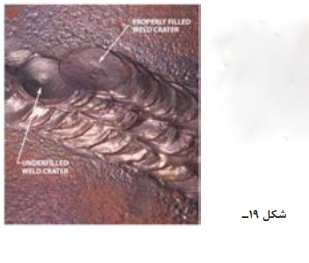
براي ایجاد یک جوش با الگوی خطی دلیل اینکه مقدر فلز ذوب شده در یک زمان معین کمتر است، به مهارت کمتري نسبت به الگو موجی نیاز است . قبل از شروع الکترود بعدي، انتهاي گرده جوش باید تمیز شود. براي جلوگیري از ایجاد ترك، انتهاي گرده جوش (چاله جوش) باید بهدرستي پر شود، همانطور که در شکل
نشان داده شده است (19)
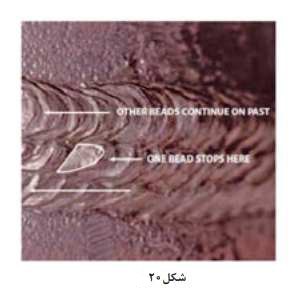
از آنجایي که شروع پایان جوش داراي استحکام کمتري نسبت به جوش ميباشد، توجه داشته باشید که شروع و پایان جوش در یک نقطه متمرکز نشود ودر جوش توزیع شود (شکل 20)
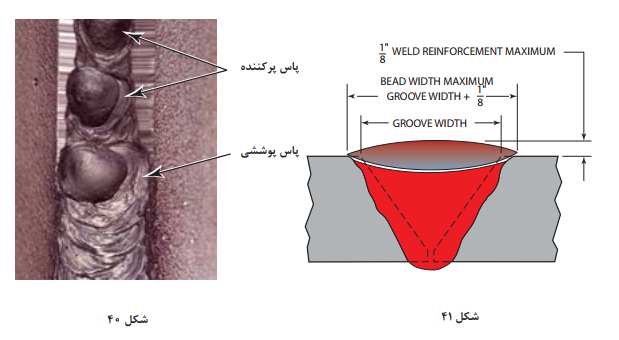
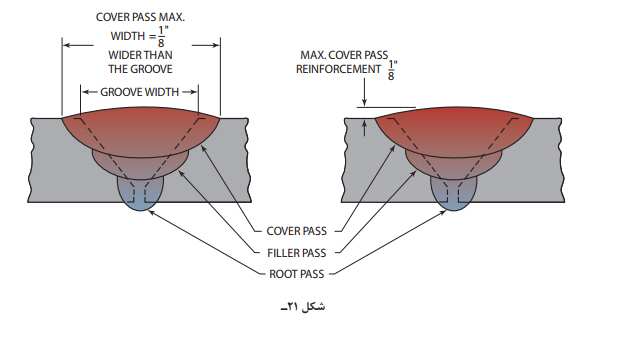
پاس پوششي (Cover Pass)
به پاس نهایی در جوش لوله، پاس پوششی یا نما میگویند. این پاس میتواند به صورت خطی یا موجی ایجاد شود، باید دقت شود عرض و برآمدگی این پاس بیش از حد نباشد زیرا سبب تمرکز تنش و ایجاد آسیب در جوش میشود. پاس پوششی نباید خیلی عریض و برآمدگی آن (گرده جوش) نباید خیلی زیاد باشد (شکل 21)
سوال
به نظر شما پاس پوششي بیش از اندازه بزرگ باعث افزایش استحکام اتصال لوله ميشود یا آن را کاهش خواهد داد؟
چگونه لوله ها را در وضعیت افقي ( 1G) جوشکاري کنیم؟
در جوش هایی که در شرکت های تولیدی انجام میشود. و امکان چرخش لوله فراهم است معمولاً جوشکاری را در وضعیت تخت انجام میشود. در این روش بجای چرخیدن دست جوشکار، به صورت مرحله مرحله لوله را می چرخانند جوشکاری با این روش معمولاً سریعتر و ساده تر انجام میشود
با استفاده از فیکسچرهاي وضعیت دهنده ها ميتوان موقعیت لوله ها را بهطور پیوسته تغییر داد.

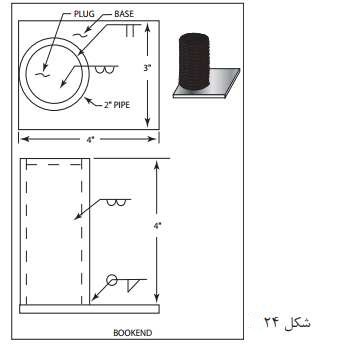
1ـ نقشه زیر را تحلیل کنید، و اندازه های مورد نیاز را از آن استخراج کنید (شکل 24)
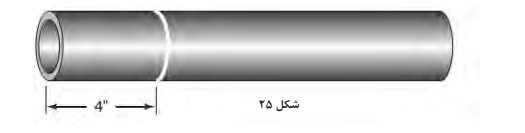
2ـ توسط لوله بر با نیرویکم روی لوله خطکشی نمایید تا محل جوشکاری مشخص شود (شکل 25)
3ـ لوله را براساس نقشه برش دهید، روشهای برشکاری مختلفی وجود دارد، که میتوان از آنها برای برش لوله استفاده کرد، به عنوان مثال برش با اره پروفیلبر، اکسی گاز، لوله بر
توجه: در صورت نیاز لبه های برش را سنگ بزنید و سپس لقمه را در محل قرار دهید
4ـ قرار دادن پلیت بر روی لوله. برای این کار میتوان از دو روش استفاده کرد:
روش اول:
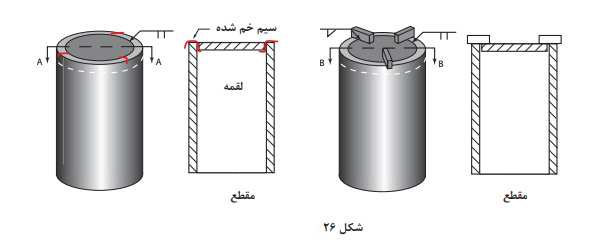
سه عدد لقمه را با فاصله 60درجه نسبت به یکدیگر دور ورق خال جوش میزنیم شکل (26)
روش دوم:
روش دوم نصب سه عدد نگهدارنده مربعي برروي لوله براساس شکل 26ـ .10همانطور که در شکل نشان داده شده است، پلیت به انتهاي لوله نصب ميشود، سپس جوشکاري بر روي لوله انجام ميشود.
روش سوم:
کمی لبه ورق را پخ میزنیم و با چکش ورق را داخل لوله قرار میدهیم (مانند پرس شدن) سپس به کمک خالجوش ورق را به لوله محکم مینمائیم.
جوشکاري
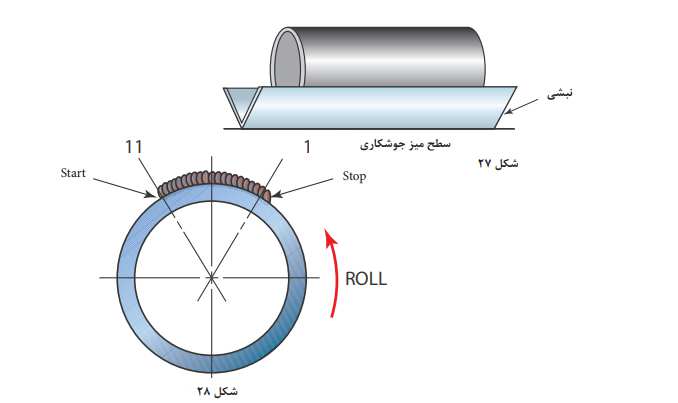
همانطور که در شکل 27 نشان داده شده است، لوله را به صورت افقي نبشي قرار دهید. قوس را در وضعیت ساعت 11شروع کنید و تا وضعیت ساعت 1 ادامه دهید.
در ساعت 1 قوس را قطع کنید، سپس لوله را بچرخانید تا انتهاي لوله (ساعت )1در وضعیت ساعت 11قرار گیرد (شکل 28) سپس قوس از وضعیت ساعت 11شروع کنید و تا ساعت 1 ادامه دهید و در انتهاي 1 قوس را قطع کنید (شکل 28) این کار را تکرار کنید تا دورتادور لوله به طور کامل به صورت پوششي جوشکاري شود.
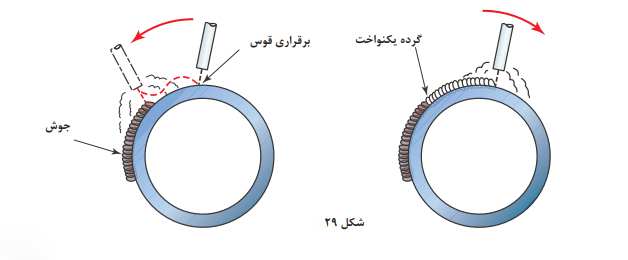
همانطور که در شکل 2 مشخص شده است، اگر شروع قوس ضعیف باشد، گرده جوش نیز ضعیف ونفوذ کم خواهد بود، برای افزایش نفوذ باید حرارت بیشتری به قطعه اعمال کرد. برای این کار قوس را در آن ناحیه متمرکز کنید. بعد از هر توقف و قبل از آغاز مرحله بعدی انتهای جوش را تمیز کاری نمایید و برای آغاز مرحله بعدی پس از شروع قوس الکترود را کمی به سمت عقب حرکت داده و سپس به جوشکاری ادامه دهید این کار سبب میشود شکل گرده شما بصورت یکنواخت در سرتاسر محیط لوله ایجاد شود .
مرحله پاياني:
پس از اینکه کل سطح لوله پوشش داده شد، لوله را سرد کنید، وسپس پلیت زیرین لوله را به آن متصل کنید.
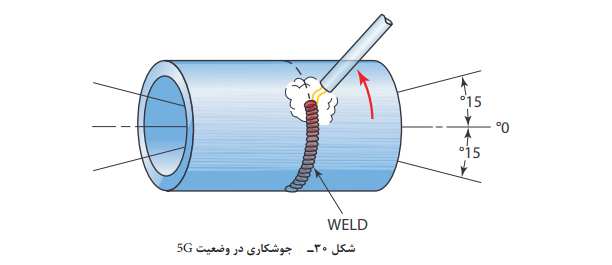
جوشکاري در وضعیت افقي 5Gثابت
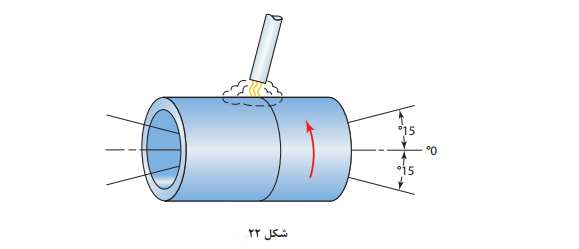
وضعیت افقي 5Gیکي از وضعیتهاي جوشکاري لوله ميباشد که اکثر اوقات از این وضعیت در جوشکاري استفاده ميشود. همانطور که در شکل 30 مشاهده میکنید، در این وضعیت لوله ثابت است و جوشکار باید بدور آن بچرخد، شایان ذکر است که تا ١5درجه میتواند لوله از افق زاویه داشته باشد. جوشکاری در این حالت میتواند به صورت روبه بالا (Uphill) یا به صورت روبه پایین (Downhill) انجام شود.
این حالت میتواند به صورت روبه بالا (Uphill) یا به صورت روبه پایین (Downhill) انجام شود.
نکته: توجه داشته باشید، براي جوش پاس ریشه اتصال لوله، جهت جوشکاري در کد و استاندارد مشخص شده است،و براساس آن جهت را انتخاب میکنند. درصورتي که جهت جوشکاري ذکر نشده باشد، کیفیت مونتاژ (فیتآب) تعیین ميکند که در چه جهتي استفاده کنید. اگر فاصله ریشه کم باشد و کاملا دقیق مونتاژ شده باشد میتوان هم سربالا هم سرازیر جوشکاری نمود و اگر فاصله ریشه زیر و کمی نا همترازی داشته باشد باید با روش سربالا پاس ریشه را جوشکاری نمود. (شکل 31)
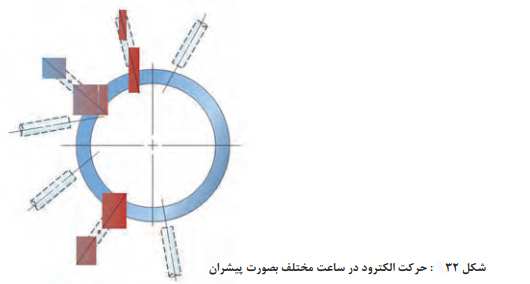
همانطور که در شکل 32 نشان داده شده است، زاویه الکترود همیشه بایدپیشران باشد (Traling).
سوال:
تأثیر تعیین زاویه الکترود برروي جوش چیست؟
نکته: درصورتي که جوشکاري به صورت سرازیر انجام ميشود، شروع باید از ساعت 12 باشد و تا بعد از 6 تمام شود
تا از ایجاد ذوب کامل در ساق جوش اطمینان حاصل شود.
کار کارگاهی
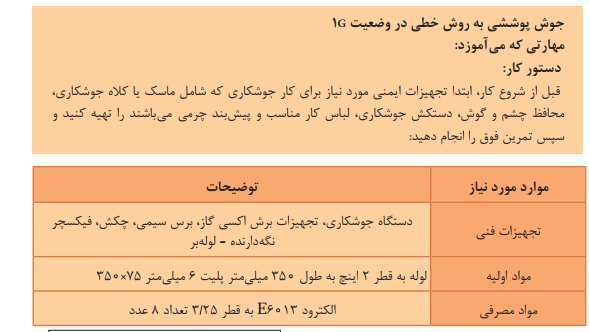
جوشکاري در وضعیت 5Gخطی لوله به ورق
مهارتي که ميآموزد: توانایي در کنترل گرده جوش در اتصال لوله در وضعیت افقي ثابت
دستور کار:
قبل از شروع کار، ابتدا تجهیزات ایمنی مورد نیاز برای کار جوشکاری که شامل ماسک یا کلاه جوشکاری،محافظ چشم و گوش، دستکش جوشکاري، لباس کار مناسب و پیشبند چرمی میباشند را تهیه کنید و سپس تمرین فوق را انجام دهید:
روش جوشکاري:
١ـ ابتدا لوله را با استفاده از فیکسچر ثابت کنید.
2ـ جوشکاري را از وضعیت ساعت ١١با جهت Downhillشروع کنید (الگوي زنجیره اي) و تا وضعیت ساعت 6 ادامه دهید. (شکل ٣٣)
٣ـ دروضعیت ساعت ۷جوشکاري را قطع کنید.
٤ـ الکترود را تعویض کنید، سپس از ساعت 5به صورت Uphill جوشکاري کنید و به طور کامل از اتصال بین ساعت 6و12 را جوشکاري کنید.
5ـ در ساعت ١جوشکاري را قطع کنید و الکترود را تعویض کنید.
توجه: در حین جوشکاري زاویه الکترود را براي کنترل گرده جوش تغییر دهید.
6ـ در پایان قطعه کار سرد کنید و از حال عیوب ظاهري آن را بررسي کنید.
۷ـ تمیزکاري نقطهاي که در حال تمرین بوده اید.
8ـ نوشتن گزارش عملکرد اتصال لوله …..
جوشکاري افقي لوله
در برخي اوقات در جوشکاري لولهها ميتوانیم با چرخش لوله، آنها را در وضعیت تخت بهراحتي جوشکاري کنیم. این روش یکي از راحتترین و مهمترین روشهاي جوشکاري لوله محسوب ميشود.
کار کارگاهی
ساخت خانه پرنده
مهارتي که ميآموزد: توانایي کنترل گرده جوش در اتصال لولههای با پخ V شکل (جوشکاری چند پاسه)
دستور کار:
قبل از شروع کار، ابتدا تجهیزات ایمنی مورد نیاز برای کار جوشکاری که شامل ماسک یا کلاه جوشکاری، محافظ چشم و گوش، دستکش جوشکاري، لباس کار مناسب و پیشبند چرمی میباشند را تهیه کنید و سپس تمرین فوق را انجام دهید.
این خانه پرنده را باید در دو وضعیت متفاوت جوشکاري کرد؛ در وضعیت 1Gو 5Gدو اتصال اول در وضعیت 1Gایجاد ميشود و دو اتصال آخر در وضعیت 5Gایجاد ميشود. این خانه پرنده میتواند نوعهای مختلفی
از پرندگان را جذب کند، این کار را میتوان با انتخاب قطر ورودی مناسب برای هر پرنده انجام داد.
پیاده کردن نقشه:
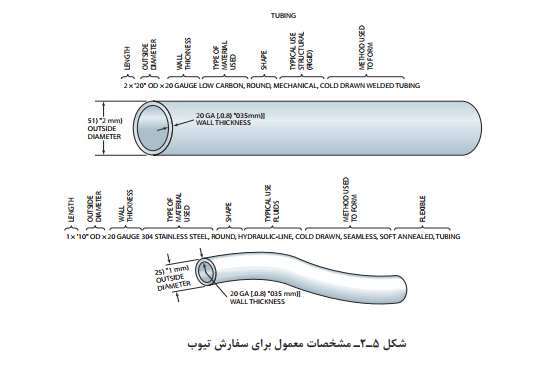
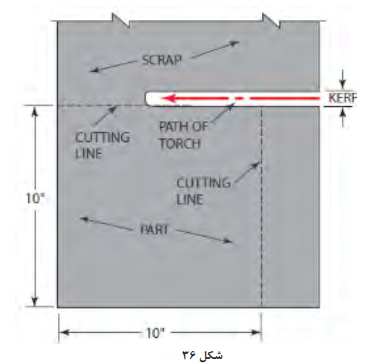
با استفاده از گونیا، خطکش و سوزن خطکشی، نقشه شکل 35ـ 2را بر روی پلیت فلزی در ابعاد 10×10 میلیمترپیاده کنید. شکل 36 نقشه پیاده شده و برش داده شده این پلیت را نشان میدهد.
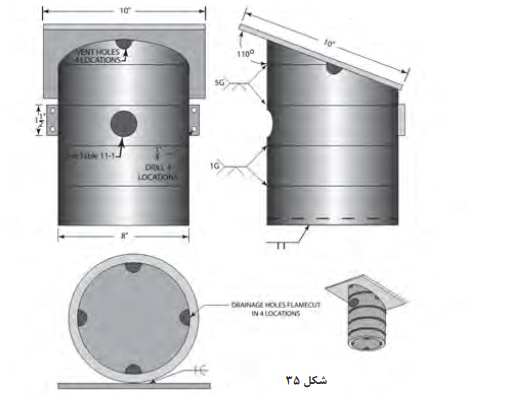
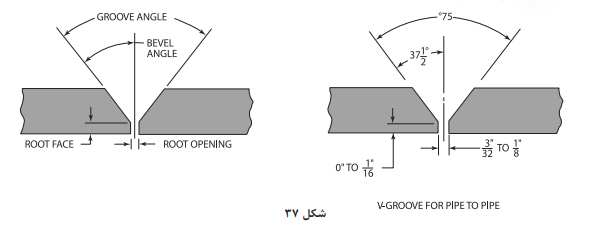
همچنین لوله را در طول در اندازهای که ذکر شد، مشخص کنید (دورتادور لوله را خطکشی کنید) و سپس با استفاده از مشعل اکسی استیلن آن برش نمایید، برای این پروژه نیاز به 5عدد لوله 8اینچ داریم، توجه داشته باشید که سطح بریده شده لوله باید صاف باشد چون لبههای آن بهصورت اتصال شیاری V شکل آماده سازی میشود.
برشکاری
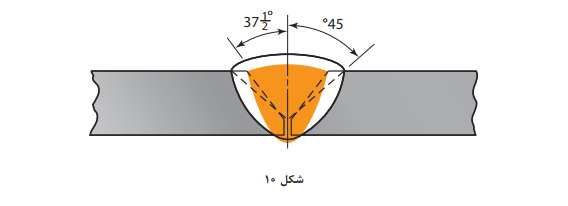
لوله را همانند شکل 37 آمادهسازی کنید، توجه داشته باشید بهترین راه برای برش لوله با زاویه 37/5در غیر این صورت از سنگ ساب استفاده کنید. پلیتها را با استفاده از قیچیهای اهرمی طبق نقشه برش دهید.
دایره های روی لوله را با استفاده از شعله اکسی استیلن ایجاد کنید. همچنین چهار نیم دایره روی کف لوله برای تهویه ایجاد کنید.
توجه: مقطع لوله ها را پس از برشکاری و آمادهسازی برروی زمین نگذارید، چون ممکن است لبه های آن خم شود و این موضوع در حین مونتاژ شما را دچار مشکل میکند.
فرایند ساخت:
همانطور که در شکل 38 نشان داده شده است، دو قطعه لوله را به یکدیگر با خال جوش زدن مونتاژ کنید. لوله بهصورت افقی در داخل نبشی نگهدارنده قرار دهید، سپس برای جلوگیری از حرکت لوله در داخل نبش دو اطراف آن چند خال جوش بزنید.
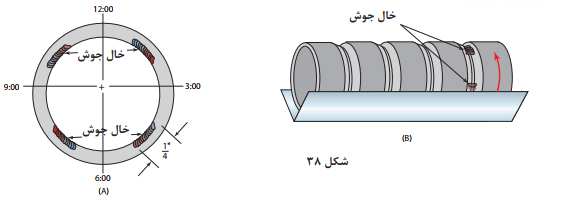
دقت کنید خال جوشهایی که جهت مونتاژ لولهها استفاده میکنید، در داخل شیار و در وضعیتهای ساعت 10:30 ،7:30 ،4:30 ،1:30میباشد. دلیل این کار این است که خالجوش در جایی غیر از مکان شروع و پایان جوشکاری پاس ریشه باشد.
نکته:
قبل از شروع جوشکاری هر 5تکه لوله را به یکدیگر مونتاژ کنید، زیرا تغییر شکل ایجاد شده ناشی از جوش امکان مونتاژ مناسب را از بین میبرد.
جوشکاری
جوشکاری در وضعیت :1G
پاس ریشه را از وضعیت ساعت 11 آغاز نمایید و تا ساعت 1 ادامه بدهید. برای رسیدن به جوش مطلوب از طول قوس کوتاه و شدت جریان بالا استفاده نمایید.
جوشکاری را قطع کنید، پس سرباره را حذف کنید، و مجدد جوشکاری کنید این کار را ادامه بدهید تا پاس ریشه کامل شود. در این مرحله الزامی به سنگ زدن پاس ریشه نمیباشد، لوله را بر روی میز قرار دهید و پاس داغ را اعمال کنید، شدت جریان را به اندازهای قرار دهید که بتواند پاس ریشه را ذوب کند.
با توجه به شکل 39 ،الکترود را طوری حرکت دهید که ناپیوستگیها و ناخالصیهای سرباره از جوش خارج شود.

پاس پرکننده و پوششی در این اتصال یکی هستند (شکل 40) در این حالت آمپر را نسبت به پاس داغ کاهش دهید، و با استفاده از الگوهای C ، J ، Tو یا زیگزاگ Zاین پاس را کامل کنید، جوشکاری از وضعیت ساعت 10شروع کنید، و در 12 قطع کنید، سپس نواحی که جوشکاری شده است را تمیز کنید و به لبه انتهایی گرده جوش نگاه کنید، تا مطمئن شوید شکاف یا درز اتصال کامل پر شده است. این کار را ادامه دهید تا اتصال کاملا پر شود (41)
جوشکاری در حالت 5G
در این حالت لوله را بهصورت افقی روی فیکسچر قرار میدهیم، سپس در ساعتهای 9 ،6 ،3و 12خال جوش بزنید تا قطعه فیکس شود، پاس ریشه در دو حالت Uphill(از ساعت 5تا 13) یا Dowohill (از ساعت 11تا 7) ایجاد نمایید سپس از طرف مقابل جوش را بهصورت قرینه کامل نمایید. پس از تکمیل پاس اول به کمك صفحه سنگ 2یا 3میلیمتری سطح جوش (پاسریشه) را تمیز نمایید.
حین سنگزنی از تماس صفحه سنگ با لبههای اتصال اجتناب نمایید، این عمل سبب عریضتر شدن ارز اتصال و افزایش خطر گیرافتادن سرباره میشود سپس با استفاده از الکترودهای E 7018پاسهای پرکننده و پوششی ایجاد نمایید.
در صورتی که برای ایجاد این پاسها از الگوی موجی شکل نمایید، دقت کنید عرض موج از 2/5برابر الکترود بیشتر نشود.
برای اتصال لوله به ورق، جوشکاری از یك سر ورق شروع نمایید و تا رسیدن به سر دیگر پلیت ادامه دهید. در شکل 41طریقه ایجاد اتصال لوله به ورق نشان داده شده است. سپس از روی نقطه 11 شروع کرده به سمت ساعت 3حرکت را ادامه میدهیم و سعی میکنیم با انعطاف دست راست همواره زاویه 45درجه الکترود نسبت به حوضچه مذاب را حفظ نماییم. در حال پیشروی کمی حرکت نوسانی به دست میدهیم تا پهنای مورد نظر تأمین شود. با استفاده از برس سیمیگل جوش را تمیز نمایید، سپس لوله را جابهجا کرده تا ابتدای جوش در ساعت 11قرار گیرد، و ادامه مرحله قبلی تکرار شود تا دور لوله توسط جوش کامل شود.
همانطور که در شکل 35ـ 2نشان داده شده است کف خانه پرنده در مکان قرار میگیرد، بهواسطه دریچههایی که برای تهویه در نظر گرفته شده است نگهداشته میشود، سپس درپوش را با استفاده از یك اتصال لب به لب مربعی شکل به لوله متصل میشود. توجه داشته باشید در ابتدای هر دریچه جوش را قطع کنید و از بعد آن شروع کنید.
برش سقف
سقف مربوط به لانه پرنده بهصورت شیبدار به زاویه 20 درجه میباشد، برای ایجاد این زاویه یا پیاده سازی نقشه آن بر روی لوله میتوان از روشهای مختلفی استفاده نمود، ساده ترین روش استفاده از پرگار است
(شکل 42 ) با استفاده از پرگار میتوان زاویه را تعیین نمود و سپس دورتادور لوله را علامت زد، روش دوم استفاده از Warp A Roundاست، که یك ابزار انعطافپذیر است که میتوان به کمك آن ابعاد را بر روی لوله متصل نمود (43)

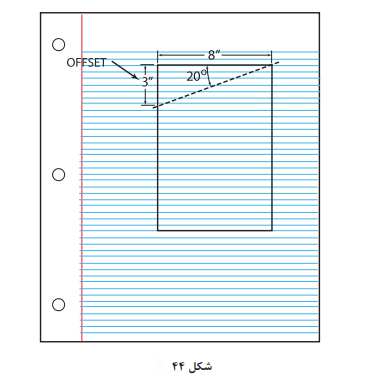
روش سوم به شکلی است که قطر لوله را بر روی کاغذ انتقال دهیم و از آنجا زاویه پخ را محاسبه کنید. البته این روش دقیق نیست اما برای این پروژه میتوان از این روش استفاده کرد (44)
با استفاده از مشعل اکسی استیلن لوله را برش دهید و این سطح شیبدار را ایجاد کنید. همچنین چهار نیم دایره به قطر 1اینچ جهت تهویه در بالا ایجاد کنید.
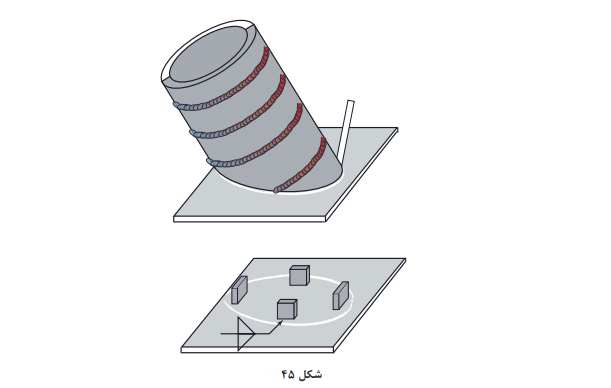
همانطور که در شکل 45 مشاهده میکنید، بر روی پلیت ٤ تسمه اتصال داده میشود و سپس لوله را برروی این ٤ تسمه مونتاژ و جوشکاری میشوند، در حقیقت پلیت بهطور مستقیم بر روی لوله منتقل نمشود.
ابتدا تسمه ها را طبق نقشه (شکل( 45 خال جوش بزنید، سپس در داخل لوله مونتاژ کنید. به طوری که لوله محکم و ثابت شود. در نهایت پس از چک کردن و حصول اطمینان از ثابت بودن لوله آن را جوشکاری کنید.
نقشه سقف خانه پرنده و مونتاژ آن:
تکمیل کاری:
سوراخی براساس نوع پرنده بر روی خانه پرنده ایجاد کنید. سپس قطعات را سرد کنید، و پس از تمیزکاری رنگ آمیزی کنید.
گزارشدهی: روند انجام پروژه و مراحل ساخت را طور خلاصه بهصورت یک گزارش تهیه نموده و در کلاس به هنرآموز محترم تحویل دهید.
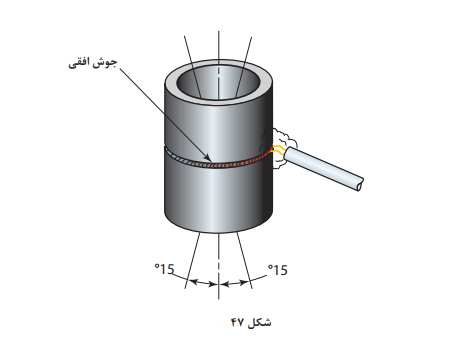
جوشکاری در وضعیت 2G
در این وضعیت، لوله به صورت عمودی بر روی فیکسچر قرار میگیرد، و جوش بهصورت افقی انجام میشود، جوشکار نیاز نیست که در حین جوشکاری به طور دائم وضعیت خود را تغییر دهد (شکل ٤۷) مشکل
اصلی در این وضعیت، جوشکاری در مکانهایی است که لوله در گوشه قرار میگیرد، بخشی از لوله که پشت آن دیوار است بهراحتی قابل جوشکاری نیست.
همانطور که در شکل 46 نشان داده شده است، جوشکاری باید از یک ترتیب مشخصی تبعیت کند.
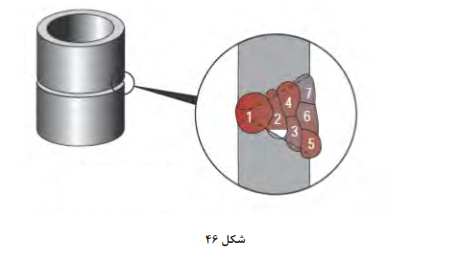
جوشکاری افقی بر روی لوله در وضعیت عمودی
جوشکاری باید از یک ترتیب مشخصی تبعیت کند. بزرگترین مشکل در اتصالهایی که بهصورت افقی قرار میگیرند، جاذبه زمین است که باعث میشود مذاب ریزش داشته باشد که در این حالت باید الکترود با زاویه 70درجه قرار گیرد تا از ریزش مذاب به طرف پایین مذاب جلوگیری نماید.
کار کارگاهی: جوشکاری در وضعیت 2G
مهارتي که ميآموزد: توانایي کنترل گرده جوش روي یک اتصال لوله چند پاسه V شکل
دستور کار:
قبل از شروع کار، ابتدا تجهیزات ایمنی مورد نیاز برای کار جوشکاری که شامل ماسک یا کلاه جوشکاری، محافظ چشم و گوش، دستکش جوشکاري، لباس کار مناسب و پیشبند چرمی میباشند را تهیه کنید و سپس تمرین فوق را انجام دهید:



{kind=link}
{kind=link}