

روش های جوشكاری لوله های چدن نشكن
روش های جوشكاری لوله های چدن نشكن
جهت خواندن مقاله قبلی کلیک کنید.
در جوشكاري لوله هاي چدن نشكن روش هاي زير بكار مي روند:
• جوشكاري قوس الكتريكي دستي
• جوشكاري تحت گاز محافظ (MIG/MAG)
• جوشكاري قوس الكتريكي فلزي با الكترودهاي سيم پر(MF)
انتخاب تكنولوژي براي پيوندهاي جوشي چدني در ورقه كار DVS 0602آمده است. در آن مباني پيش روي/فرايند در رابطه با مواد پايه و روش هاي جوشكاري آمده است.
جهت آماده سازي جوش سطح چدن از روغن، گريس، بقاياي رنگ ، زنگ زدگي و ماسه پاك مي شود. بايد از نظر فلزي بدون پوشش و خشك باشد مثلاً قسمتهاي پوشش زينك زدوده شود.
در هنگام جوشكاري در محل نصب شرايط معمول رعايت شود مثلاً كانال مونتاژ به اندازه كافي بزرگ باشد و محافظت از هوا صورت گيرد.در عمل پيوندهاي گلويي و v شكل استفاده مي شود كه نياز به بافر ندارند.
از پودر استفاده شود چون بعد از سنگ زني مك هاي كور يا آخال هاي شلاكه اي ايجاد مي شوند.
در استاندارد های DIN EN ISO 1071مواد افزودني مناسب جوش چدن در انواع يكسان و غير يكسان طبقه بندي شده اند.
مواد افزودني جوش يكسان شامل ميله هاي)سيم هاي( ريخته گري شده مي باشند كه بصورت الكترودهاي با پوشش خارجي از چدن نشكن يا الكترودهاي سيمي توپر مي باشند.
بعد از جوشكاري بايد قطعه كار تا حد امكان به آهستگي سرد شود، تا تنش هاي مربوطه كاهش يابد. (ورقه كار DVS 0602را نگاه كنيد.)
اين روش ها توسط توليد كننده رعايت مي شوند.
در افزودني هاي غير يكسان براي جوشكاري چدن نشكن به صورت عمده از آلياژهاي نيكل–آهن استفاده مي شود. آنها اين مزيت را دارند كه داراي انبساط حرارتي كمي مي باشند
و پس از تركيب با ماده پايه كه پر از كربن است ترد نمي شوند.
هنگام عبور از حد حلاليت كربن خارج شونده اغلب به صورت گرافيت كروي در مي آيد. لذا در چدن نشكن با محتواي گرافيت هيچگونه پس گرمي در اين روش لازم نيست
اينگونه رفتار در جوشكاري در محل تجهيزات نصب كمك مي كند كه عمليات حرارتي بعدي لازم نباشد.
٣–١٦-حوزه كاربرد
١–٣–١٦-جوشكاري لوله هاي چدن نشكن
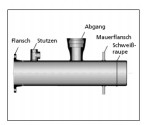
به صورت عمده براي اصول پايه تكنيك جوش جهت اجراي جوشكاري لوله هاي چدن نشكن از راهنماي از DVS1502-1و 2استفاده مي شود. مهمترين كاربردهاي جوشكاري لوله هاي ا چدن نشكن در شكل ١–١٦آمده است.
شكل :1-16مرور كلي حوزه كاربرد مهره جوش، فلنج ساختاري. خروجي، ،STUTZEN فلنج
در ويرايش جديد مشخصات راهنماي DVS 1502-1در دهه ٩٠تحقيقات DVGWدر اين حوزه اعمال شده است. و به اين نتيجه منتهي شده است كه جوشكاري لوله هاي چدن نشكن با پرسنل جوشكاري صلاحيت دار آموزش ديده(جوشكاري و نظارت) ممكن است.
اين امر به خصوص هنگام استفاده از جوشكاري دستي قوس الكتريكي با الكترودهاي ميله اي نيكل–آهن مخصوص جهت حوزه آب و گاز معتبر است.
در حالات لوله هاي چدن نشكن با پوشش داخلي ملات سيمان هيچگونه اثر منفي ناشي از فرايند جوشكاري روي پوشش سيمان ايجاد نمي شودو لذا اثر معكوس تشكيل منطقه
حرارت ديده محدود مي شود. عمليات حرارتي بعدي جوش پيوند يا قسمت هاي جوشكاري شده لازم نيست.
جوشكاري لوله هاي چدن نشكن هنگامي كه جريان آب از لوله بدون پوشش داخلي سيمان عبور مي كند، مجاز نيست. از دهه هفتاد خطوط لوله نصب شده عمدتاً با پوشش داخلي
ملات سيمان مي باشند. در موارد استثناء كه لوله ها با پوشش هاي آلي نصب شده اند،
جوشكاري مجاز نمي باشد. جهت آزمون جوشكاري راهنماي آزمون DVS 1148را نگاه كنيد.
٢–٣–١٦جوشكاري فلنج ها به لوله چدن نشكن
لوله هاي فلنجي جوشكاري شده شامل بخش هاي لوله با فلنج هاي جوشكاري شده از جنس چدن نشكن مي باشند. آنها طبق اندازه اسمي از PN 10تا PN40توليد مي شوند و براي
خطوط لوله گاز فقط تا 4barتوليد مي شوند. طول هاي نصب مي تواند از ٢٠٠تا ٥٩٠٠ متر باشد.
جهت جوشكاري فلنج ها با جوش –فلز–گاز خنثي اغلب ازسيستم گاز محافظ – آرگن در روش MIGاستفاده مي شود. يك دستگاه حركت دهنده الكترود سيم الكترود را با سرعت حركت ثابت قابل تنظيم به جلو مي راند. )SGNi feمطابق (DIN EN ISO1071 فلنج ها پيشگرم شده و روي لوله ها كه انتهاي آنها عمليات حرارتي صورت گرفته قرار مي گيرند. بعد از خنك شدن فلنج يك حلقه مهار كننده بين لوله و فلنج قرار مي گيرد. جهت اطمينان از آببندي، فلنج ها با جوش گلويي به بدنه لوله جوش مي شوند.
عمليات متعاقب حرارتي لازم نيست هنگامي كه در محدوده جوش يك تركيب يكسان مانند تركيب پايه شكل مي گيرد. )جوشكاري قوس الكتريكي در لوله هاي چدن نشكن با الكترودهاي ميله اي– نيكل – آهن مطابق راهنماي DVS 1502-1را نگاه كنيد(3-3-16)جوشكاري نافي ، Stuzen
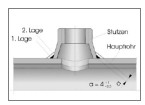
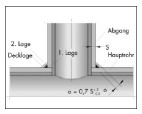
” 1تا ” 3از چدن نشكن در اندازه اسمي DN25تا DN80در خطوط لوله آب تا 40bar و خطوط لوله گاز تا 4barصورت مي گيرد. مطابق روش تدارك جوش مربوطه نافي ها با جوش گلويي )موقعيت ريشه و موقعيت پوشش نوسازي( جوش داده مي شوند.)شكل–١٦
(٢جوشكاري مي تواند در لوله پر از آب صورت گيرد در حالتي كه جريان عبوري نباشد.
شكل ٢–١٦: جوشكاري نافي ها موقعيت ٢موقعيت ١٠لوله اصلي (Stuzenنافي)
٤–٣–١٦–جوشكاري اتصالات خروجي
با توجه به قطر لوله جوشكاري اتصالات خروجي لوله هاي چدن نشكن صورت مي گيرد. جوشكاري در اندازه اسمي خروجي ها از DN80تا DN300در خطوط لوله فشاري در بالاترين فشار معادل نصف قطر خارجي لوله اصلي صورت مي گيرد. جهت جوشكاري خروجي ها جوش گلويي به صورت مناسب انجام مي شود.
5-3-16-جوشكاري فلنج هاي سازه اي(پايه ها)
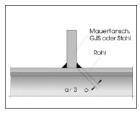
جهت برپايي سازه اي فلنج هاي سازه اي در محل مناسب و دلخواه با جوش گلويي به لوله جوش مي شوند. فلنج هاي سازه اي از چدن نشكن(و همچنين از فولاد) بايد به صورت عمود بر لوله قرار گيرند.(شكل ٤–١٦) در بيشترين ابعاد لوله پيشگرم لازم نيست چون جوشكاري به صورت تكه تكه صورت مي گيرد.
شكل ٣–١٦: جوشكاري خروجي ها لوله اصلي لوله خروجي موقعيت ١موقعيت ٢ موقعيت پوشش
شكل ٤–١٦:جوشكاري فلنج هاي سازه اي فلنج سازه GJSيا فولادي لوله
6-3-16- جوشكاري كمكي براي اتصالات مهار كننده فرم دار
جهت جوشكاري پيوندهاي مهاركننده شكل دار در انتهاي اسپيگات يك گرده جوش پيرامون لوله جوش داده مي شود.(شكل ١–١٦ )



{kind=link}
{kind=link}