

توليد لوله چدنی
توليد لوله چدنی
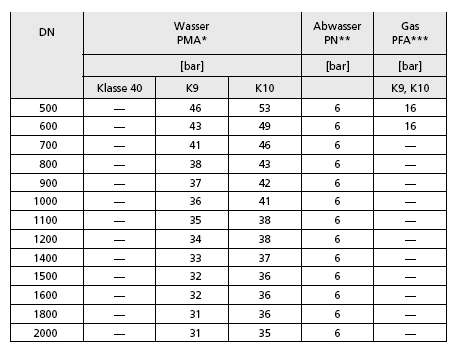
محدوده استفاده لوله هاي چدن نشكن در حوزه تهيه آب و فاضلاب و گاز در جدول ١.١ آمده است .
در حالات خاص ,مثلا نصب نصب خطوط لوله روي پايه با حد اقل ارتفاع پوشش خاك ويا فشارهاي داخلي بالا پوشش هاي مخصوص مي تواند در توليد استفاده شود كه در هنگام نصب بايد مد نظر قرار گيرد .
جدول ١-١:
محدوده استفاده لوله های چدن نشكن در حوزه تهيه آب(545 EN ) و فاضلاب (EN598 ) و گاز(EN969)
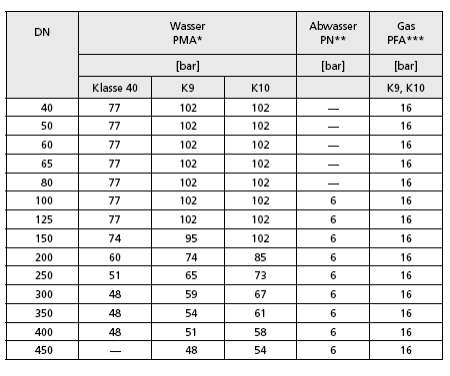
توضيحات :
PMA : حد اكثر فشار مجاز درونی شامل فشار كله قوچی است كه اجزا خط لوله مي توانند به صورت دائم ايمن تحت آن كار كنند .
PN : فشار اسمي اجزاي خط لوله مي باشد .
PFA : حداكثر فشار مجاز دروني بدون فشار كله قوچي است كه اجزا خط لوله مي توانند به صورت دائم ايمن تحت آن كار كنند .
١-٤ تكنيك لوله های چدنی مدرن امروزه لول هاي چدني مورد استفاده با توجه به تقاضاهاي ويژه در شبكه هاي مدرن خط لوله براي انتقال آب و فاضلاب به كار مي روند . حوزه استفاده مكمل در خطوط لوله صنعتي به قرار زير است:
• خطوط لوله اطفا حريق
- خطوط لوله پرفشار و خطوط لوله برای توربين ها در توليد برق
- خطوط لوله آب سرد با توجه به مقاومت بالاي لوله هاي چدني در برابر سايش در روش هاي نصب جديد و روش ها اتصال جديد با مهار تنش ها ي طولي اين لوله ها در حوزه هاي زير نيز به كار مي روند
اتاقک های زميني • روش هاي نصب بدون ترانشه
- خواص عالي و بي نظير لوله هاي به شرح زير موارد فوق را حمايت مي كنند.
- استحكام بالاي چدن نشكن • مقاومت به خوردگي با توجه به انواع پوشش هاي دروني و بيروني (توصيف كامل پوشش ها در فصل ١٢ آمده است ).
- در جمهوري فدرال آلمان بيشتر از ٥٠ سال است كه لوله هاي چدني با پوشش سيماني توليد مي شوند. •
- ايمني بالا در برابر فشار هاي داخلي
- مقاومت در برابر فشار هاي ترافيكي و حركت زمين
- مقاومت در برابر تنش هاي فشاري و خمشي
1- ٥ جمع بندی
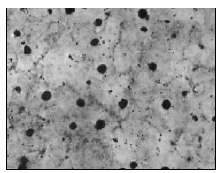
لوله هاي چدن نشكن با تكنولوژي بالغ خود خواص زيادي را عرضه مي كنند. نصب سريع و ايمن و ارزان با روش هاي اتصال جديد كه فشار هاي داخلي و خارجي را تحمل مي كنند عمر بالاي بهره برداري را سبب مي شود . -٢ ماده چدن نشكن در مقايسه با چدن خاكستري كه در آن گرافيت به صورت ورقه اي شكل موجود است در چدن نشكن گرافيت به صورت كروي شكل ظاهر مي شود . اين شكل گرافيت سبب مي شود كه در صد ازدياد طول چدن افزايش يابد .در دهه ٥٠ قرن بيستم براي اولين بار توليد لوله چدن نشكن صورت گرفت . كليات ١-٢ چدن آلياژي از آهن و كربن است كه در آن بخشي از كربن به صورت گرافيت آزاد مو جود مي باشد . در چدن خاكستري (شكل ٢-١) گرافيت ورقه اي داراي استحكام نسبي بالا ولي درصد ازدياد طول كم است (حدود يك درصد)
شكل ٢-١ چدن با گرافيت ورقه ای
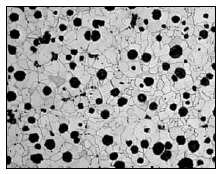
چدن با گرافيت كروي در (شكل ٢-٢ ) نمايش داده شده است .
شكل ٢-٢ چدن با گرافيت كروی
اثر خطوط تنش در چدن نشكن (شكل ٢-٣ سمت راست ) و در چدن خاكستری ( شكل ٢-٣ سمت چپ) آمده است .
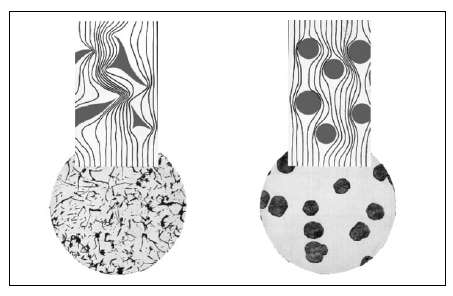
شكل ٢-٣ مسير خطوط تنش در چدن خاكستری (سمت چپ) در مقايسه با چدن با گرافيت كروی (سمت راست )
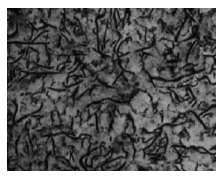
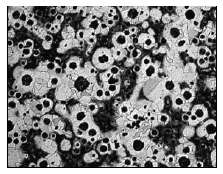
خطوط تنش در قسمت هاي نوك تيز گرافيت لايه ای به شدت تمركز دارد و در گرافيت كروی خطوط تنش تقريبا بدون تغيير شكل و اعوجاج از آن عبور مي كنند لذا چدن نشكن تحت بار مي تواند تغيير شكل دهد . شكل ٢-٤: عكس تهيه شده توسط ميكروسكوپ الكترونی از گرافيت كروی
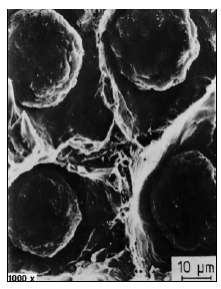
هنگاميكه آهن مذاب با منيزيم تركيب مي شود هنگام انجماد كربن به صورت گرافيت كروي كريستالي مي شود و اين امر سبب افزايش قابل توجه بر استحكام و قابليت تغيير شكل در مقايسه با چدن خاكستري مي شود . شكل ٢-٤ گرافيت كروي در سطح مقطع شكست يك نمونه از چدن نشكن را نشان مي دهد . بزرگي گرافيت در محدوده بين 01.0 تا mm 1 قرار مي گيرد . ٢-٢ ساخت تركيب شيميايي مطابق با استاندارد هاي 569 EN ,598 EN ,545 EN درصد كربن موجود در چدن در صورتي كه به صورت كروي شكل گيرد قطعه به خواص مورد نياز دست پيدا مي كند.
شكل ٢-٥ ساختار فريتی
شكل ٢-٦ ساختار فريتی –پرليتی
ساختار غالب زمينه در لوله بايد به صورت فريتي باشد (شكل ٢-٥) چون فريت با سختي كمتر درصد ازدياد طول بيشتري را سبب مي شود . اتصالات و متعلقات كه در قالب ماسه اي شكل مي گيرند و داراي ساختار فريتي –پرليتي مي باشند مي توانند مورد عمليات حرارتي تكميلي قرار نگيرند .(شكل ٦-٢)
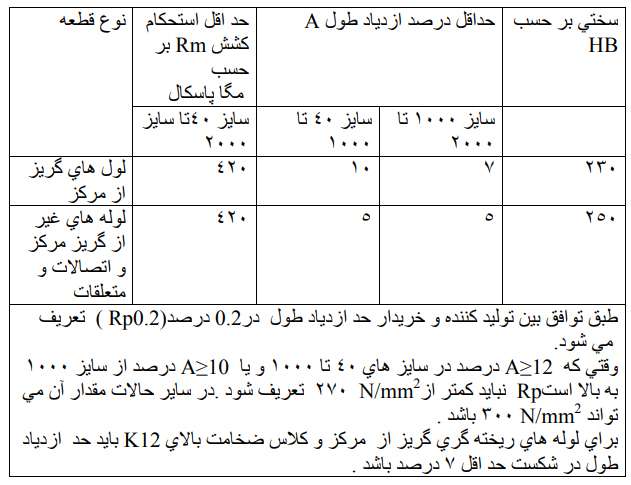
٢-٣ خواص تكنولوژيكي مواد علم ١-٣-٢ مطابق با استاندارد 569 EN ,598 EN ,545 EN آزمايش استحكام ودرصد ازدياد طول به وسيله نمونه هاي استوانه اي شكل آزمون صورت مي گيرد.در ادامه سختي ماده بايد تعيين شود كه براي حد بالاي آن مقداري مشخص شده است .اين فرايند براي فلنج ها سخت گيرانه تر مي باشد.مقادير استاندارد براي خواص تكنولوژيكي –مكانيكي مواد در جدول ٢-١ آمده است.
در محدوده هاي تاثير پذيرفته از حرارت جوشكاري سختي هاي بالا تر نيز مجاز است (فصل ١٦ را نگاه كنيد ) در لوله هاي گريز از مركز به صورت تكميلي بر استاندارد مي توان از نمونه هاي خمش يا فشاري ساچمه اي در كنترل بهره گرفت كه نشانگر خواص استحكامي ماده مي باشند.
جدول 2-1 : خواص مكانيكی –تكنولوژيكی لوله ها و اتصالات
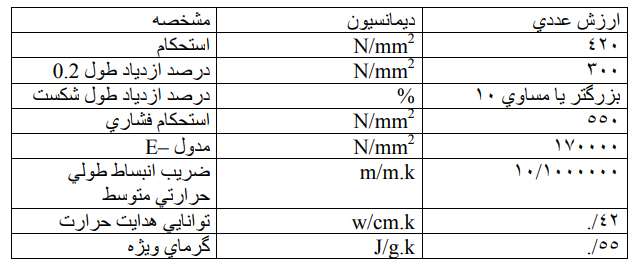
خواص ماده چدن نشكن كه از استاندارد ها و منابع ديگر حاصل شده اند در جدول ٢-٢ آمده است . جدول ٢-٢ گرد آوری خواص مكانيكی و حرارتی مهم ماده چدن نشكن
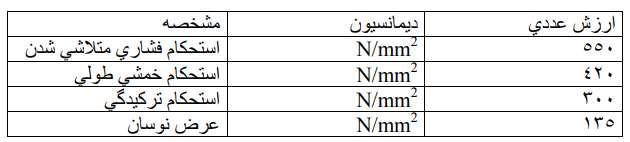
استحكام لوله هاي چدن نشكن مطابق با جدول ٢-٣ مي باشد .به علت ضريب اطمينان بالا فشار تركيدگي اين لوله ها بالا مي باشد . جدول 2-3 :استحكام ساختماني چدن نشكن
2-3-2 آزمون مواد
جهت آزمون لوله چدن نشكن رينگ آزمون از انتهاي قسمت اسپيگات بريده مي شود . در اتصالات از نمونه هاي كه به صورت مجزا ريخته گري شده است نمونه گرفته مي شود.ارزش استحكام ماده مانند درصد ازدياد طول 2.0 و نيز ازدياد طول به صورت بدست جداگانه از ميل گردهاي تهيه شده از رينگ (L0=5d0) بدست مي آيد .
سختي مطابق با استاندارد 1-6506 ISO EN DIN بر حسب برينل بر روي خود قطعات و يا به صورت نمونه جدا شده از لوله گرفته مي شود .سطح مورد آزمون به صورت موضعي سمباده زده مي شود. سپس يك ساچمه فولادی سخت با قطر معين با نيروي مشخص ثابت به صورت عمودي بر نمونه فشار وارد مي كند .قطر اثر كه به صورت دقيق اندازه گيري شده است به صورت معكوس متناسب با سختي برينل مي باشد براي لوله ها آزمون تا شدن رينگ به عرض٣٠mm نشانگر خواص مكانيكي لوله است. (شکل 2-7)
شكل 2-7 آزمون خمش رينگ
٣ – توليد لوله , اتصالات و متعلقات مواد پايه چدن عبارت است از آهن خام كه به كمك كك از سنگ آهن در كوره بلند حاصل مي شود .اين آهن خام جامد در اكثر موارد نياز مند عمل آوري جهت تبديل به لوله و اتصالات مي باشد .
معمولا ذوب مورد نياز از ذوب آهن خام و برگشتي چدن و قراضه در كوره كوپل حاصل مي شود .از كك يا گازوئيل و يا گاز به عنوان ماده سوخت استفاده مي شود . به صورت مجزا نيز مي توان از كوره الكتريكي استفاده نمود. كربن در هنگام انجماد با استفاده از منيزيم افزوده شده به ذوب به صورت گرافيت كروي ظاهر مي شود . لوله ها امروزه عمدتا به روش ريخته گري گريز از مركز توليد مي شوند كه در اين روش نيروي گريز از مركز جداره لوله را برروي قالب ايجاد مي كند . به علت سرعت خنك شدن بالاي مورد استفاده عمليات حرارتي متعاقب لازم است تا ساختار زمينه انعطاف پذير شود .با توجه به اينكه اتصالات در قالب ماسه اي ريخته مي شوند عمليات حرارتي متعاقب با درجه حرارت كمتري صورت مي گيرد . جهت پوشش داخلي عمدتا از آستر ملات سيمان ودر سطح خارجي از پوشش محافظتي خارجي استفاده مي شود .در طول كل فرايند توليد يك شبكه از سيستم كنترل و بازرسي جهت اطمينان از خواص محصول ايجاد مي شود.
1-3 ذوب آهن
آهن جهت توليد لوله و اتصالات مي تواند به صورت پايه به دو روش حاصل شود : به عنوان آهن خام كه ابتدا ذوب در كوره بلند صورت مي گيرد ويا آهن باز يافتي كه از قراضه ,چدن ضايعاتي , قراضه چدن و آهن خام ريخته گري تشكيل شده است . ٣-١-١ فرايند كوره بلند كوره بلند واحدي جهت احياي سنگ آهن به كمك كربن(كك)و سنگ آهن Pc ١٤٥٠در 0 مي باشد .آهن خام مذاب (شكل 3-1 (با درجه حرارت بين ١٣٥٠و P پاتيل هاي عايق گرمايي به واحد ريخته گري انتقال مي يابد .اين كار مي تواند در فاصله بيش از يك كيلومتر نيز صورت گيرد و سپس در مرحله بعد در كوره القايي الكتريكي جهت رسيدن به تركيب شيميايي دلخواه و درجه حرارت مناسب آماده شود .اغلب يك عمليات گوگرد زدايي بين دو مرحله صورت مي گيرد كه اين گوگرد ناشي از كك بوده و لازم است زدوده شود.
شكل 3-1 كوره بلند




{kind=link}
{kind=link}
1 دیدگاه
عالییییی مرسی